Printomics of Microextrusion Processes
Online Process Metrology for Fused Deposition Modeling
Summary
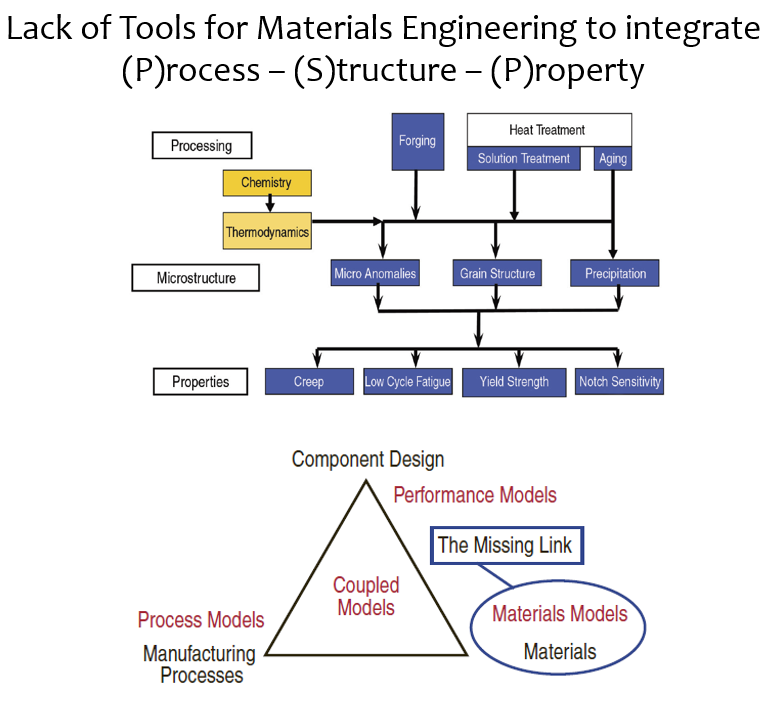
Materials development has traditionally followed the trial & error Edisonian approach. The Materials Genome project has boosted the emerging field of materials informatics aiming to accelerate materials discovery through data informatics. However, with the ongoing revolution of digital fabrication our ability to discover new processes to make things has surpassed our capability of discovering new materials. A great example is additive manufacturing (AM) and specifically Fused Deposition Modeling (aka. 3D Printing). FDM is a complex multi-physics process during which a thermoplastic polymer in filament form is being extruded through a small heated nozzle and subsequently deposited on a temperature - controlled robotic print-bed. This process includes coupled fluid dynamics and heat transfer phenomena that dictate key material-specific rheological properties that are traditionally measured on the bench (offline) with expensive rheometers. Neglecting the physics of the non-isothermal viscoelastic flow and its implication in the final printed outcome at different scales has made FDM printer calibration an art rather a science causing time consuming and non-reproducible printing results. To address this challenge, we propose the development of a technology platform termed "printomics". The name is inspired by technologies that aim to elucidate fundamental biological mechanisms through high-throughput monitoring of biological phenomena at different scales. Printomics includes the design & fabrication of printing machines with online process metrology capabilities to allow process-physics-based constitutive modeling of material models. Sensor data are streamed in real-time on a dedicated website whose role is to visualize and store them on a database. The rheological measurements are validated using offline capillary rheometry. These type of machines aim to accelerate materials discovery for AM by informing with data both multiphyics models and databases with process-relevant metrics that can be later interrogated using machine learning models.
Project Links
- Progress updates for monthly meetings and next steps is repoted HERE
To achieve the main goal of our project, there are multiple capabilities that are being developed and documented in separate links below:
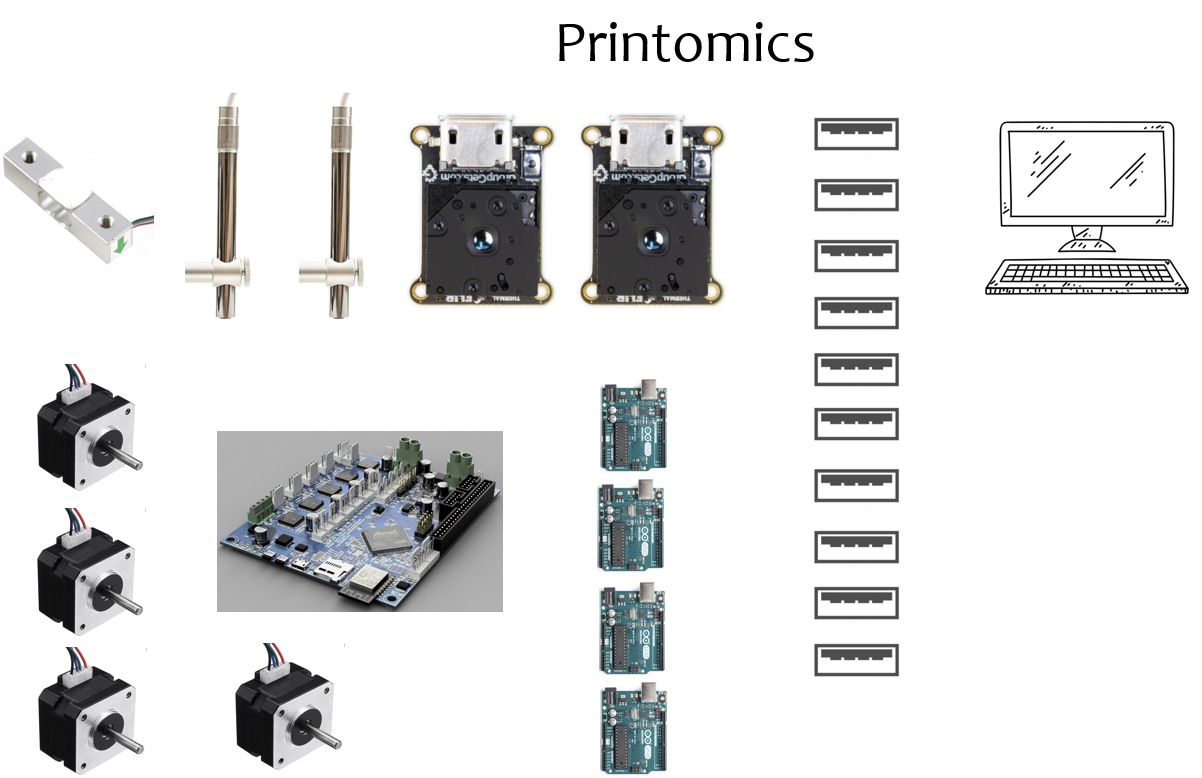
- Printomics Hardware is documented HERE
- Printomics Console is documented HERE
- Computer Vision is documented HERE
- IR Thermography is documented HERE
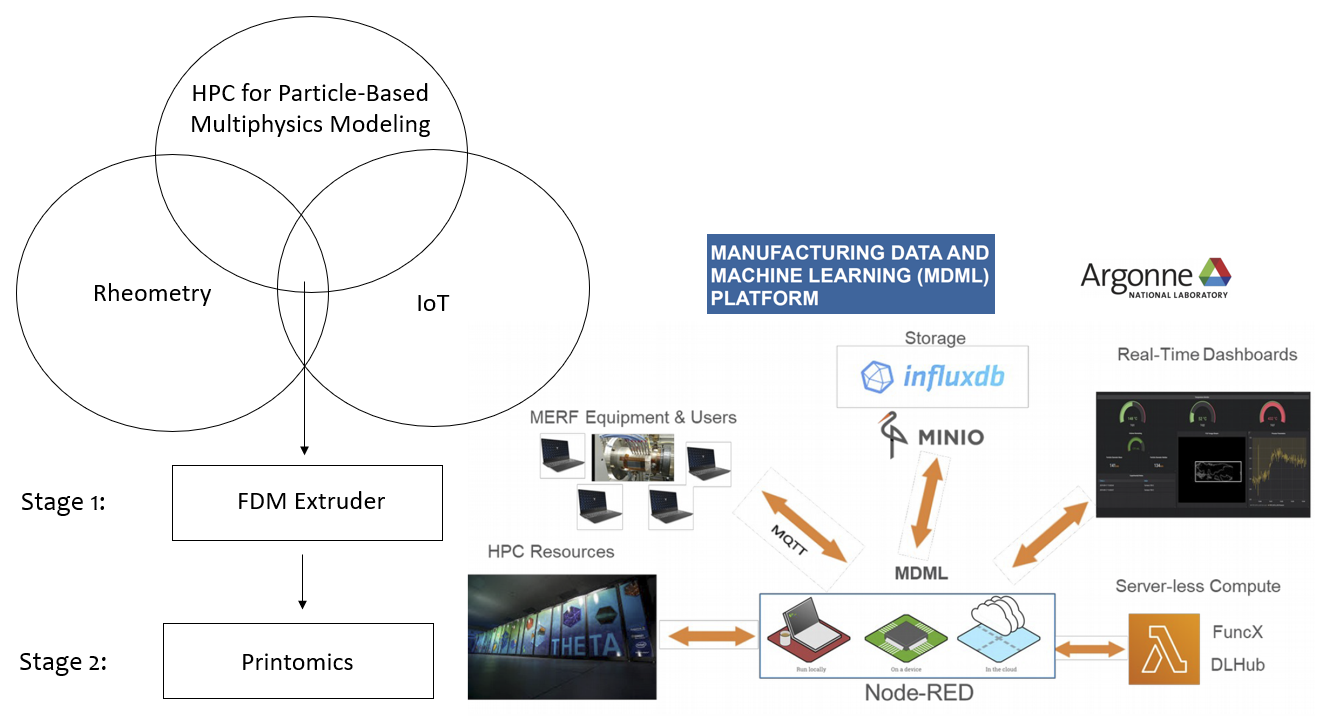
- Integration to Argonnes's MDML Platform is documented HERE
As the development of each one of these progresses, final documentation is embedded in the Material & Methods Section and the Supporting Info Section of the Report below.
Report
1. Introduction
The past few years have marked a significant growth and developments of 3D-Printing (more broadly Additive Manufacturing, AM) for digital manufacture of products driven by the benefits and advantages which these types of technologies can offer. While current use can be found predominantly in the area of physical prototyping, there is an increasing interest and shift towards adoption of additive manufacturing techniques within production lines. The main drivers for the industry to consider and adopt additive manufacturing for their products are the design flexibility, the high levels of product customisation at relatively low cost and the shorter lead times.
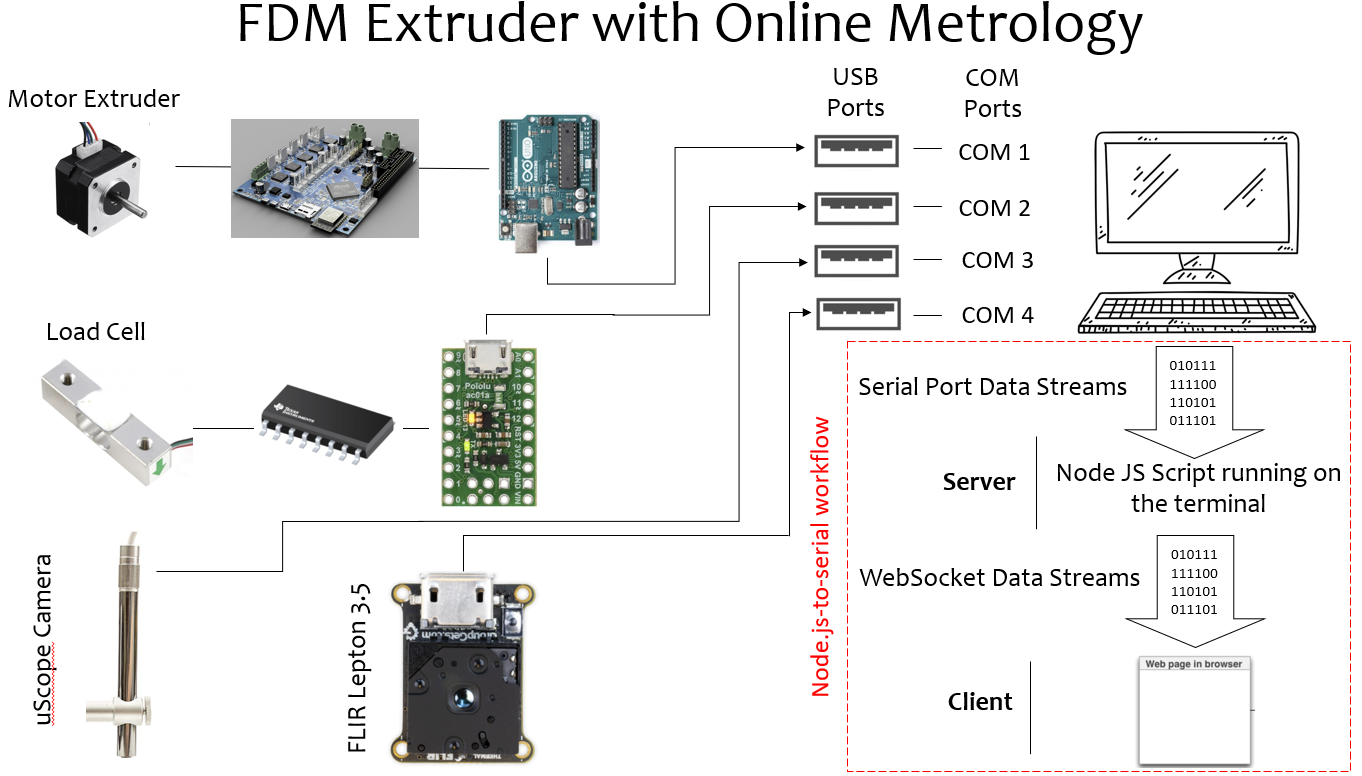
Online Process Metrology
Computational intelligence techniques such as artificial neural networks, fuzzy systems and genetic algorithms have been used for quality prediction in a variety of applications but so far have found limited use in relation to 3D printing processes for digital electronics manufacturing. The advantages of forecasting the printing process dynamics using suitable machine learning process models are discussed in this paper. Such approach is shown to be highly beneficial as it can improve the quality of 3D fabricated electronics parts and packages, for example in the context of dimensional accuracy. It can also support the realisation of in-line process control capability by means of model predictive control.
Over the millennia, fabrication techniques were developed to manufacture objects through Subtractive Manufacture by taking raw materials, like stone, wood, or metal, and removing part of it to reveal the desired geometry. This could be the needed article or part of a larger collection that is assembled into the final product. A new manufacturing technology has been devised, where instead of removing material it is added to an ever growing substrate and termed Additive Manufacture (AM).
The history of AM is brief and started in the 1980s with stereolithography [1] and then in 1991 Fused Deposition Modeling® (FDM®) was commercialized by Stratasys, this is the technology of concern here. FDM® is a trademarked phrase leading the RepRap community (RepRap is the short form of Replicating Rapid-prototyper, meaning that 3D printers can replicate themselves) to invent the term Fused Filament Fabrication (FFF) that is not trademarked. However, the ISO and ASTM standard (ISO/ASTM 52900:2015) has used the term Material extrusion (ME) to include FDM®/FFF technologies since the ME is used whenever a material is extruded through a nozzle. It is this terminology that is used here. Here I need to connect with direct writing (Lewis) and microextrusion in bioprinting and then taxonomy based on material properties:
- polymer melts - FDM
- soft polymers - Direct Writing (Jennifer Lewis)
- soft biopolymers - 3D Bioprinting
Fused Deposition Modeling
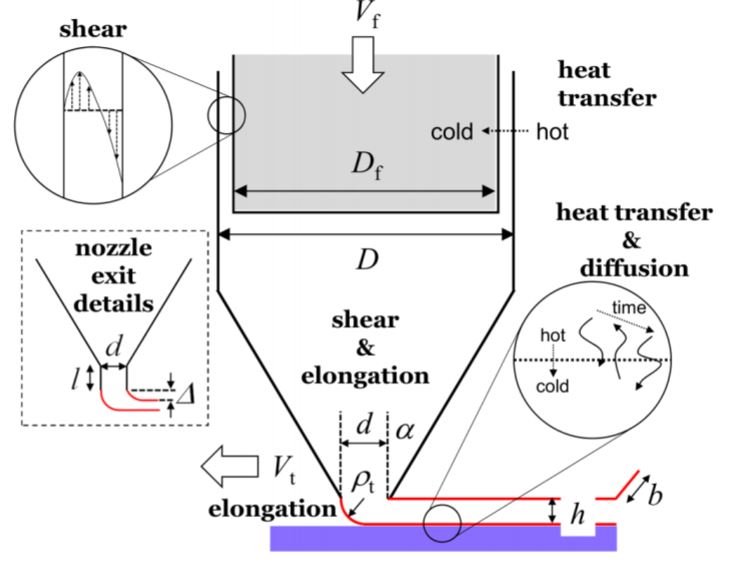
Heat transfer melts the fiber of diameter Df fed at velocity Vf into a barrel with diameter D. Heat transfer occurs from the barrel to the fiber to melt the fiber. Pressure developed in the nozzle creates back flow between the fiber and barrel with a schematic of the shear flow shown. There is shear and elongation flow in the conical nozzle with half-angle α culminating with a capillary of diameter d (see the “nozzle exit details” inset). Molten polymer is deposited onto the substrate by moving the nozzle/substrate at a velocity Vt to deposit a track of height h and width w. The melt makes a curved interface of curvature ρt that can create elongation. There is heat transfer and diffusion (reptation) as the molten track heats the substrate allowing diffusion to occur.
Most FDM printers feed a known length of filament in to the hot end, assuming that this
corresponds to the
volume of filament coming out of the hot end. This offcourse is NOT TRUE because of the
temperature-dependent
viscoelastic rheological properties of the molten polymer. Becasue of neglecting the physics of
the
non-isothermal viscoelastic flow and its implication in the final printed outcome at different
scales has made
FDM printer calibration has become an art rather a science! Adding metrology in the material
head such as
pressure sensing directly at the nozzle hot end allows us to measure accurately in real time the
actual
extrusion rate at which plastic is coming out from the nozzle, which is temperature- and
pressure-dependent.
PID control can be used to make sure the extrusion rate is close to what we need to print at the
desired speed.
If the extrusion rate is off from what we want it to be, we can adjust the speed of the print
head so the
right amount of plastic gets deposited regardless.
This might have a number of advantages:
Variations in filament diameter can be compensated for. If the diameter decreases, the pressure
will decrease,
the system is able to detect this and increase the amount of filament fed. Meaning we can use
less-expensive
filament with a greater tolerance on diameter.
Failure detection (e.g. material running out, filament getting stripped). This is already
implemented on some
printers using an encoder wheel, but using a pressure sensor eliminates the need for a separate
encoder.
Calibration becomes a science rather than an art. You can simply extrude for some time at a
given pressure,
and then measure how much material was extruded.
Retraction becomes a lot easier. You don't have to deal with extra restart distance because the
system simply
knows when the proper pressure is reached again. You could also gradually back off and increase
the pressure
instead of retracting very rapidly.
More details about the different physical mechanisms related ot the fluid dynamics inside the
head of FDM
printers and the resultant challenges can be found
[HERE].
2. Printomics
2.1 Vision
Our ability to collect “big data” has greatly surpassed our capability to analyze it, underscoring the emergence of the fourth paradigm of science, which is data-driven discovery. The need for data informatics is also emphasized by the Materials Genome Initiative (MGI), further boosting the emerging field of materials informatics. In this article, we look at how data-driven techniques are playing a big role in deciphering processing-structure-property-performance relationships in materials, with illustrative examples of both forward models (property prediction) and inverse models (materials discovery). Such analytics can significantly reduce time-to-insight and accelerate cost-effective materials discovery, which is the goal of MGI.
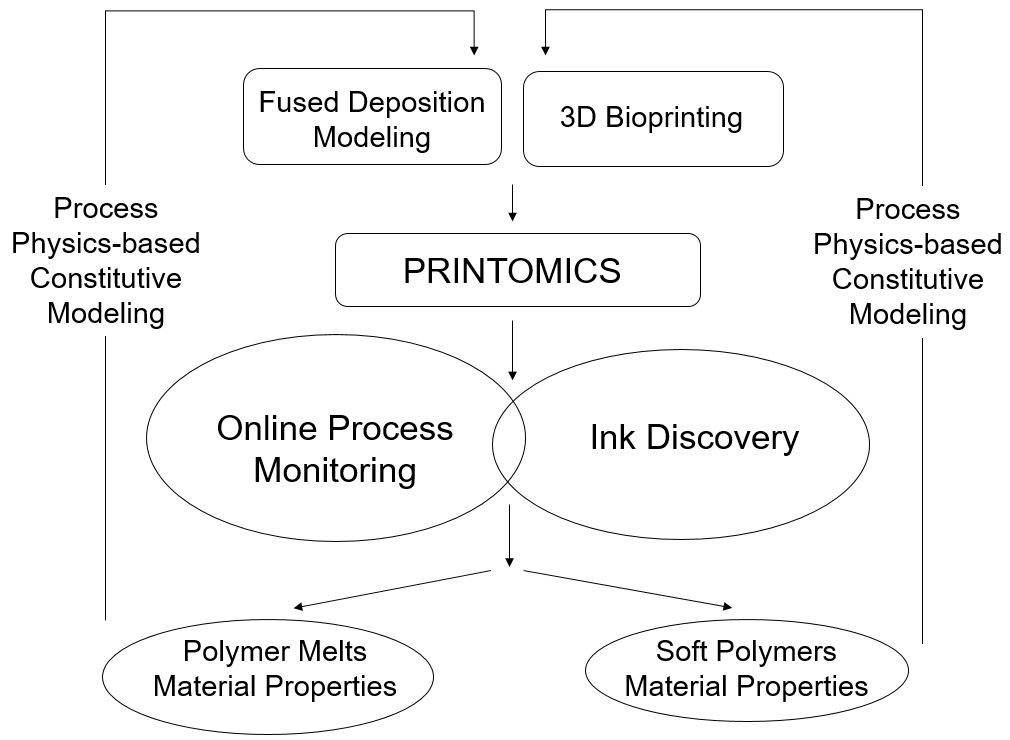
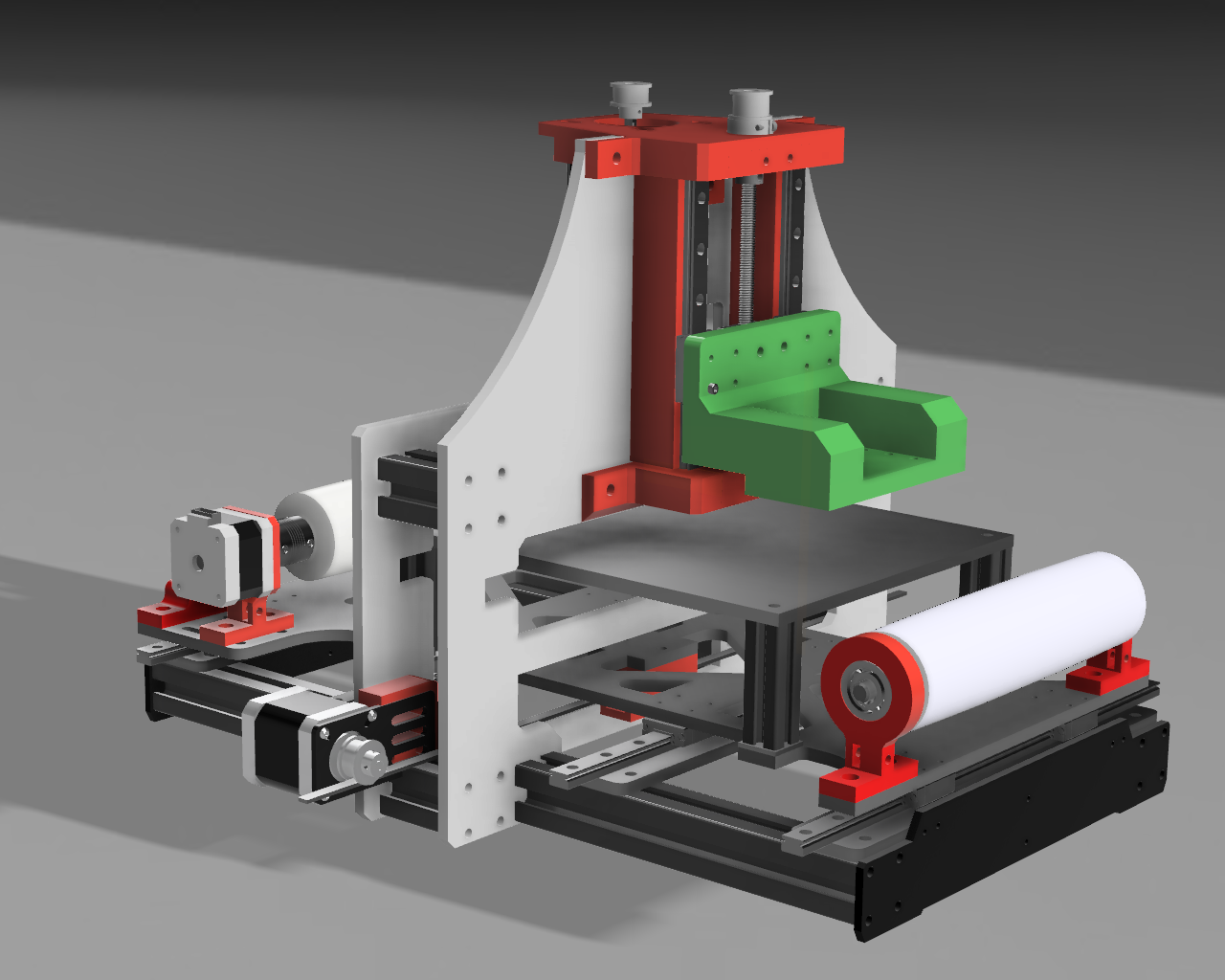
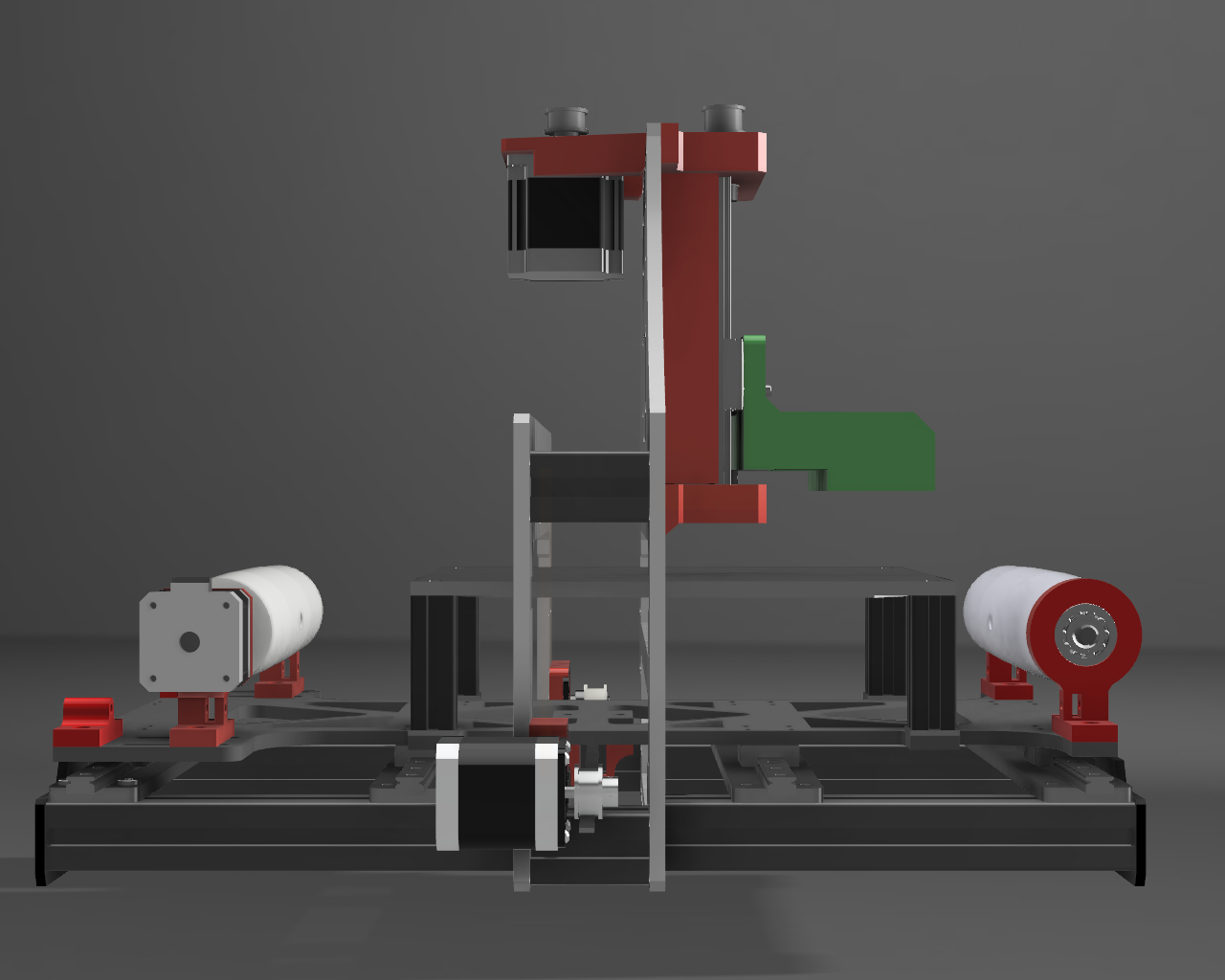
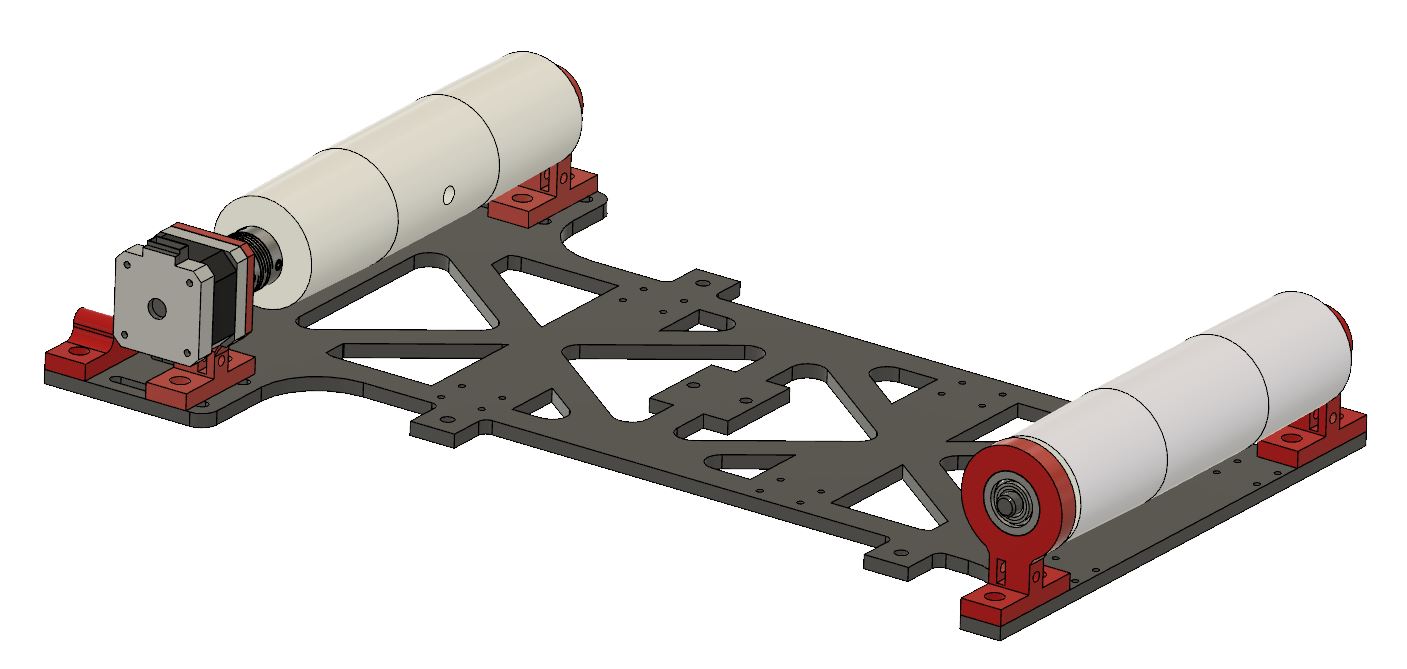
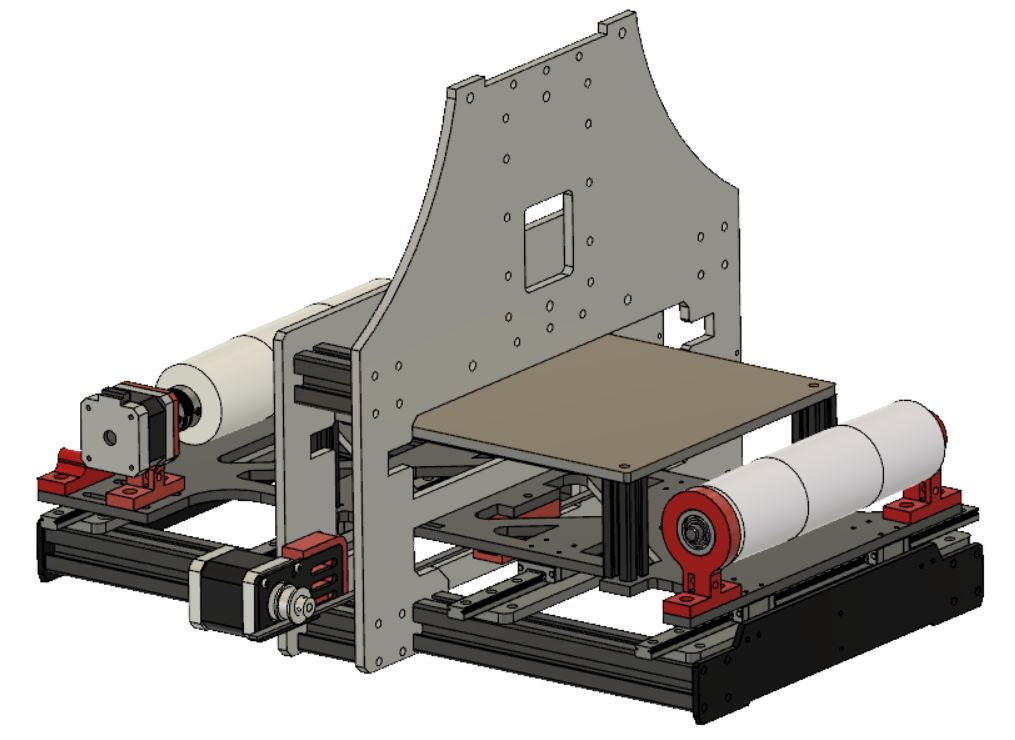
A new printing platform for mounting the two material heads (one for soft biopolymers and one for polymer melts) has been designed. The new printing platform has an XY cartesian stage with the x direction being a conveyor belt allowing for simultaneous infinite FDM printing and 3D bioprinting. Both material heads can move only in the z-direction eliminating x-movement that might interfere with sensor measurements. Parts can be printed under pre-programmed process conditions and subsequently removed with a scrapper under the belt. Material Head 1 will be equipped with more sensors aiming to extract the shear rate inside the nozzle, the actual processed melting, the temperature distribution across the nozzle, the temperature history and dimensional characteristics of the printed part during printing.
2.2 Goals
Goal:
- Physics-based calibration of FDM process
- Fused Deposition Modeling: polymer melts
Why?
- Offline materials constitutive modeling not representative
- Non-reproducible printer calibration
How?
- Printing Machines with integrated sensors for online monitoring of:
- Fluid dynamics: viscosity model
- Heat transfer: thermal history
Load Cell: wall shear stresses
Thermocouples: temperature distribution at the nozzle head
FLIR: thermal history
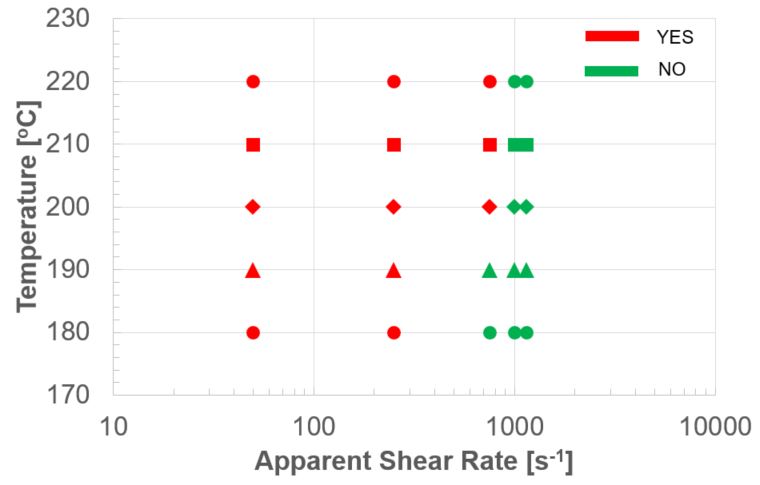
Computer vision: printability
Goal:
- Physics-based calibration of Microextrusion process
- 3D Bioprinting: soft polymers
Why?
- Offline materials constitutive modeling not representative
- Non-reproducible printer calibration
How?
- Printing Machines with integrated sensors for online monitoring of:
- Fluid dynamics: viscosity model
- Heat transfer: thermal history
Pressure transducer: wall shear stresses
Computer vision: Printability
Bioink Discovery
Goal
Discover printable soft gel biopolymer formulations
Why?
time consuming
expensive
How?
Miniaturization
Droplet reactor generation using microfluidics
Gelation characterization
VIS-Near IR Spectrometry
Optical Microscopy
3. Results
....
3.1 Offline Mode
....
Tip to collector distance = 30 cm
Nozzle temperatures were set to higher temperatures in order to achieve specific polymer melt
temperature (Coogan et al. 2019 – 9 deg C difference). Intrusive thermocouple measurements are
needed in order to determine that
Currently I cannot change the L/D over diameter ratio and it is very small (Coogan et al. 2019 –
two different lengths (1.72 mm + 3 mm) and same diameter + all corrections were applied to the one
that resembles closer 3DP)
Each SR is applied for 25s with 5s of delay in between different shear rates to allow pressure
equilibration
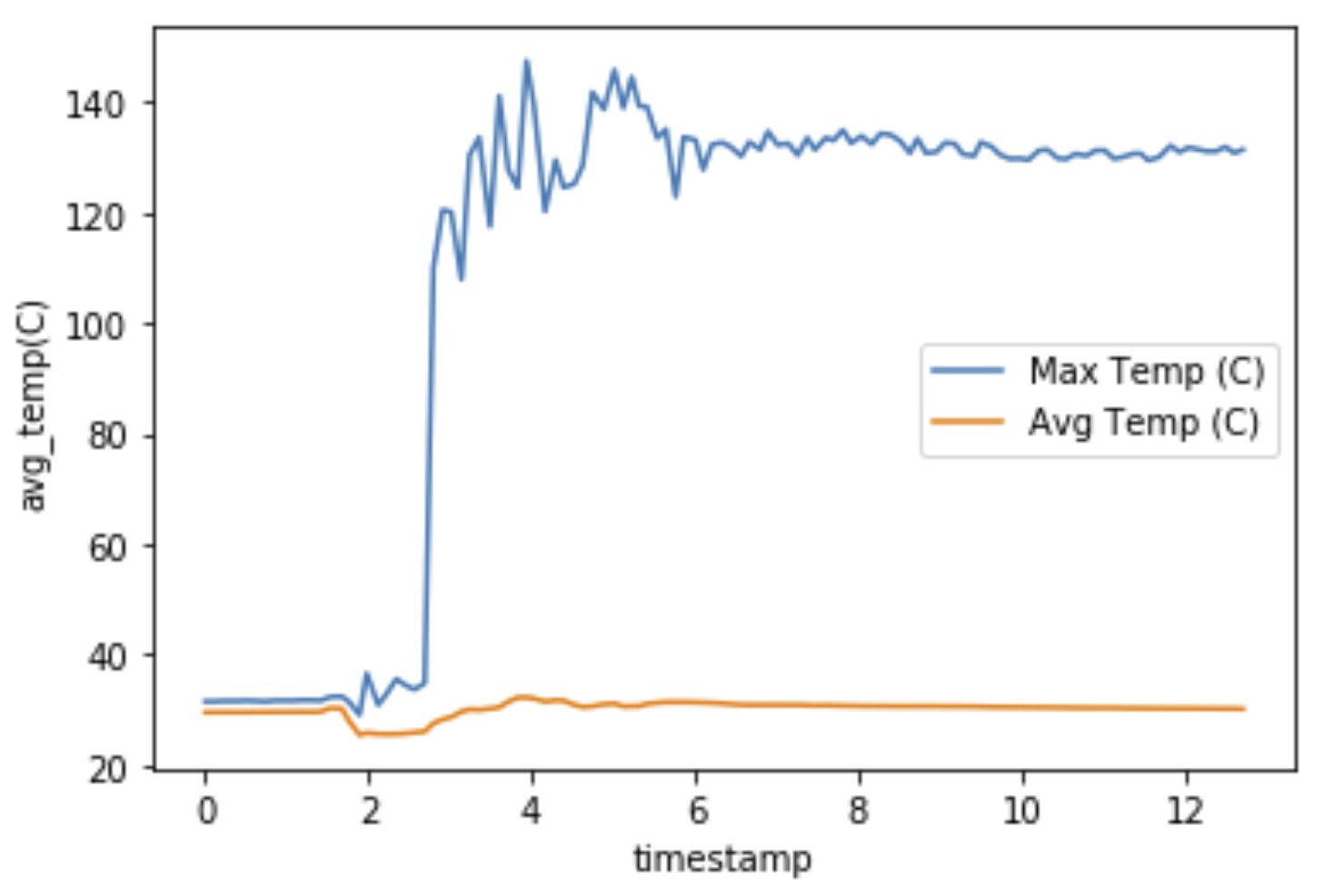
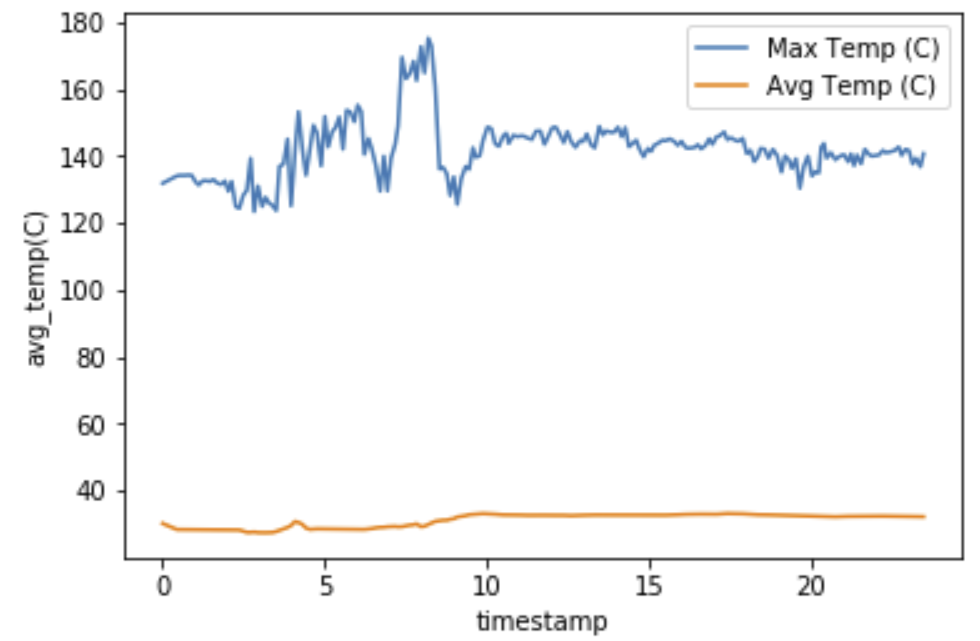
3.2 Online Mode
....
4. Materials & Methods
4.1 Materials
....
4.2 Printomics Platform
....
4.3 Offline Rheometry
....
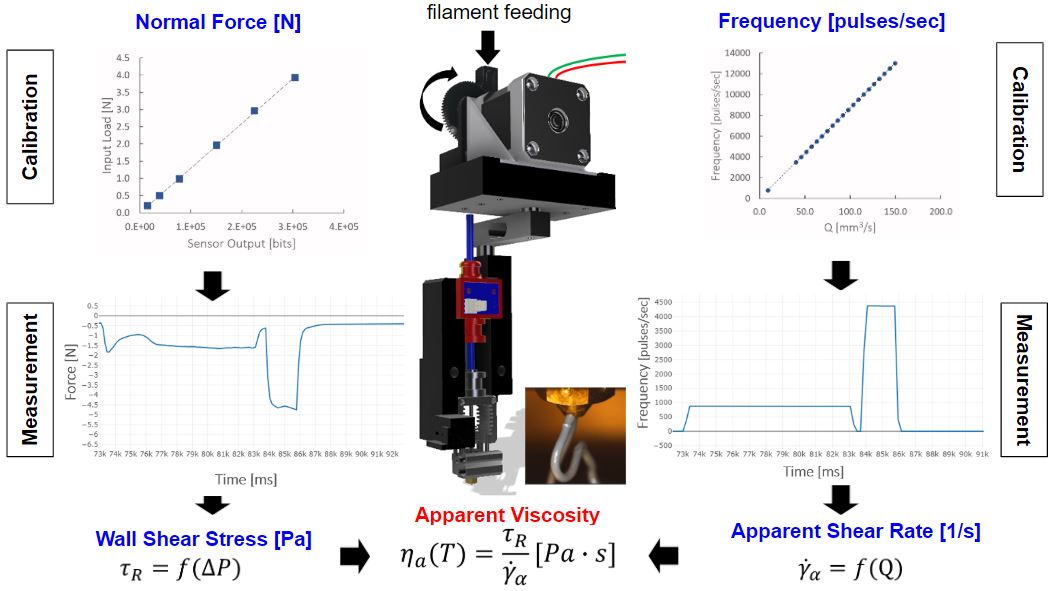
4.4 Online Rheometry
....
5. Supporting Info
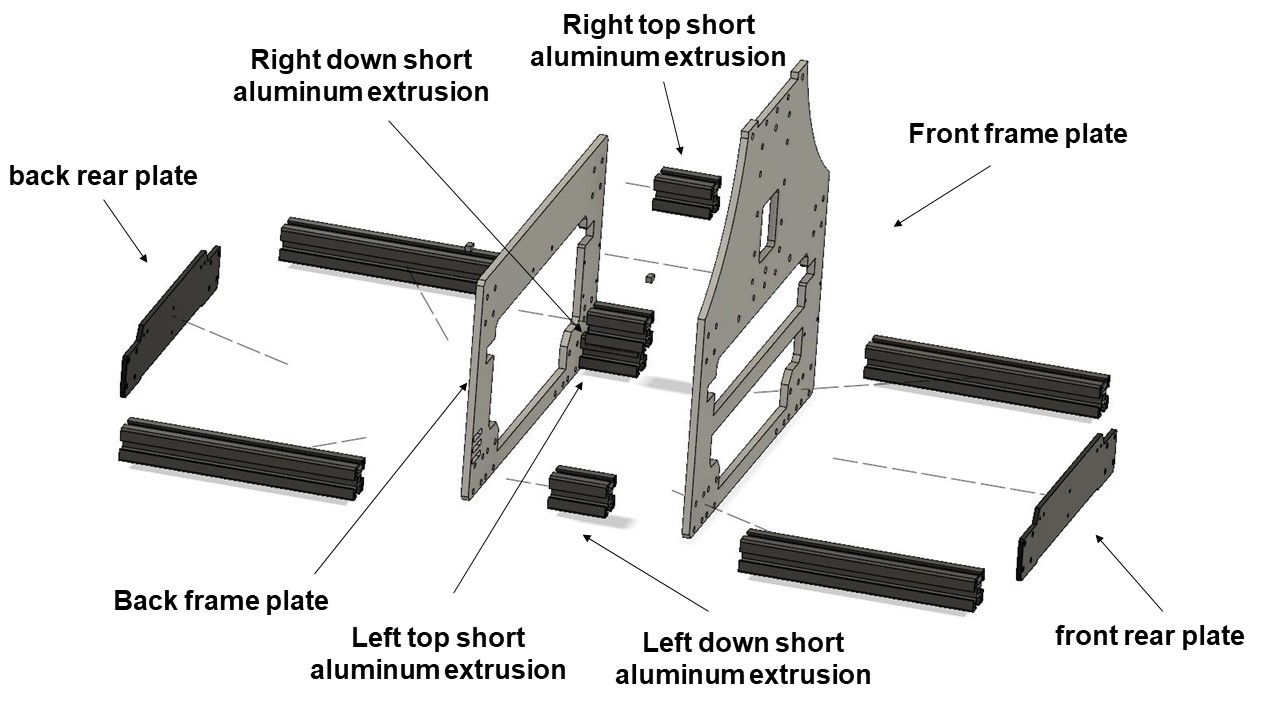
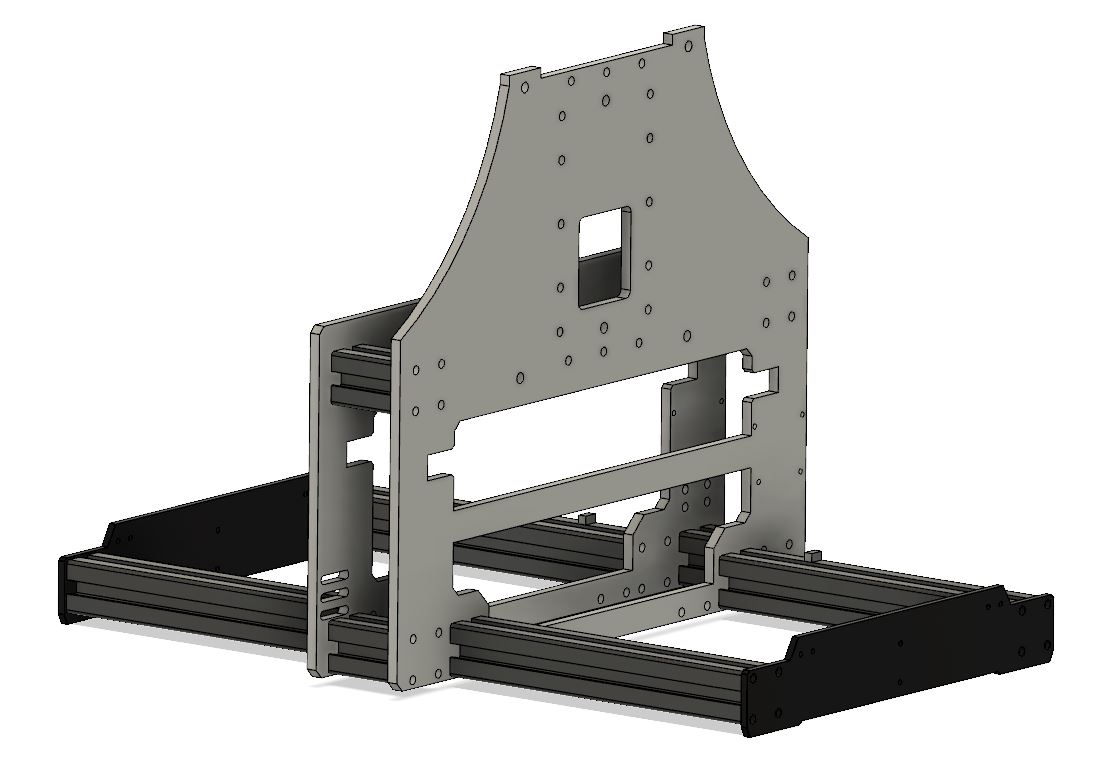
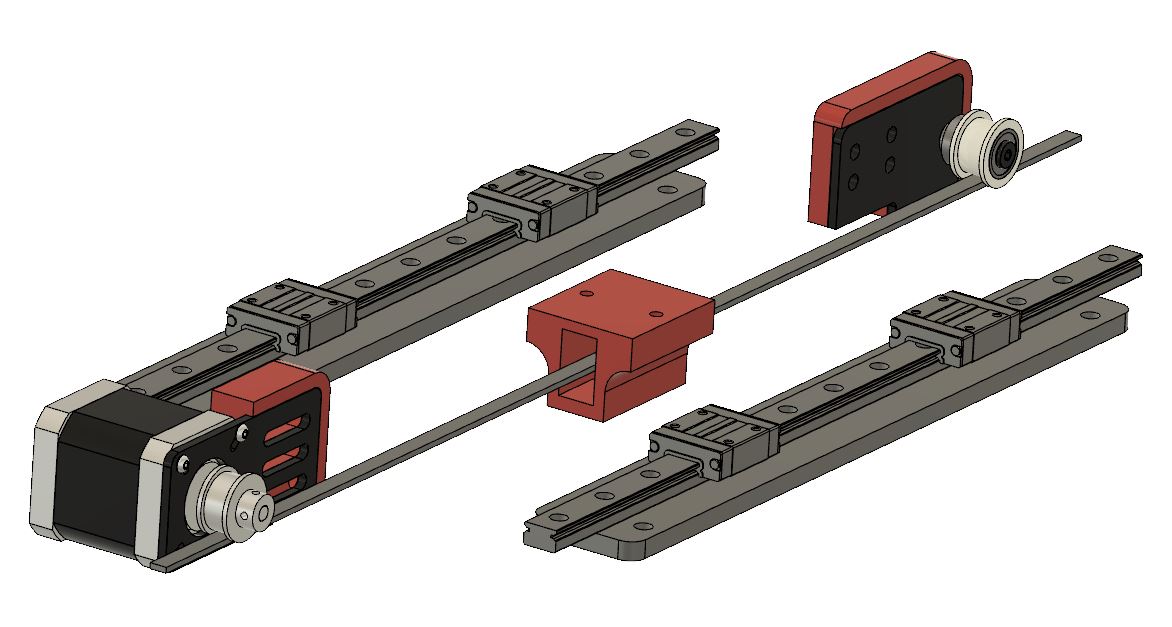
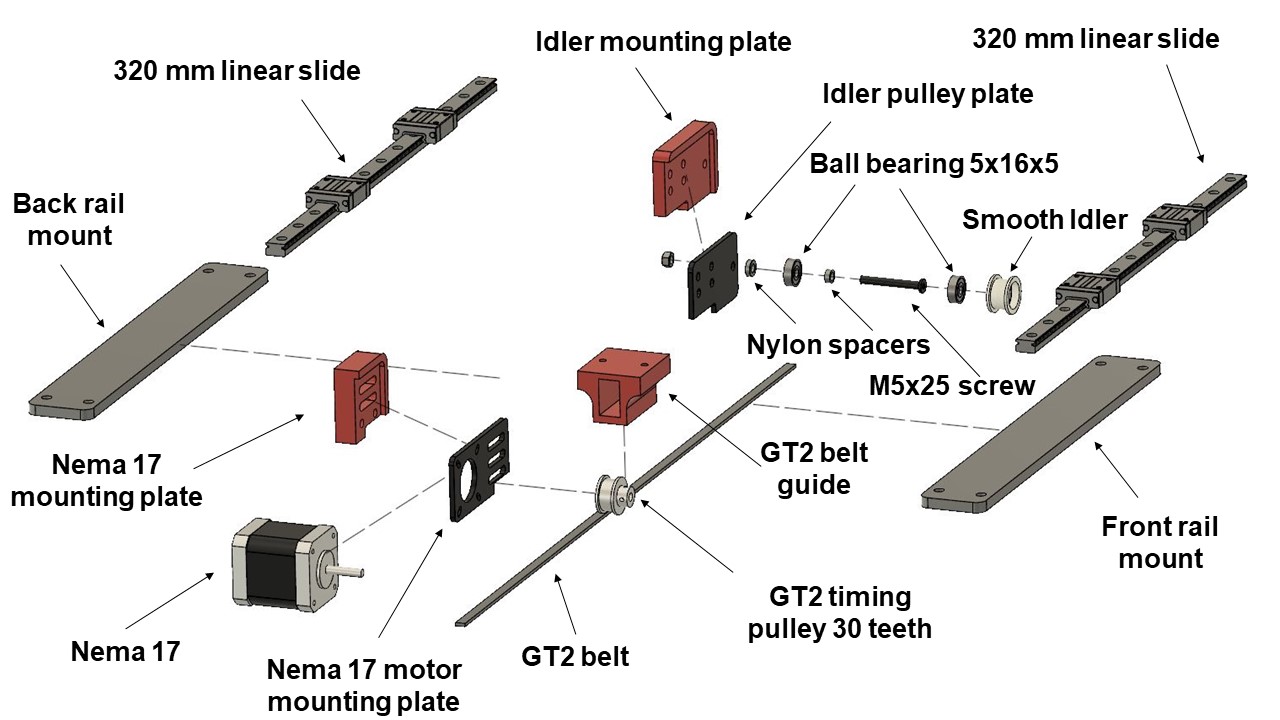
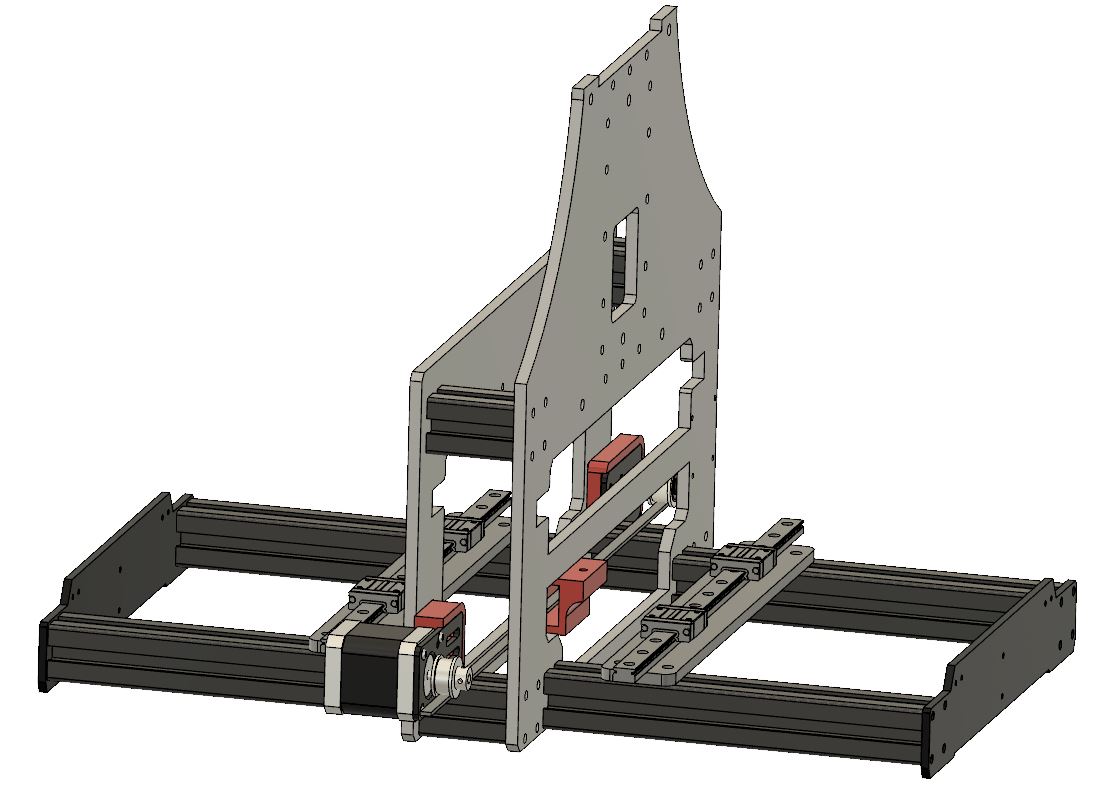
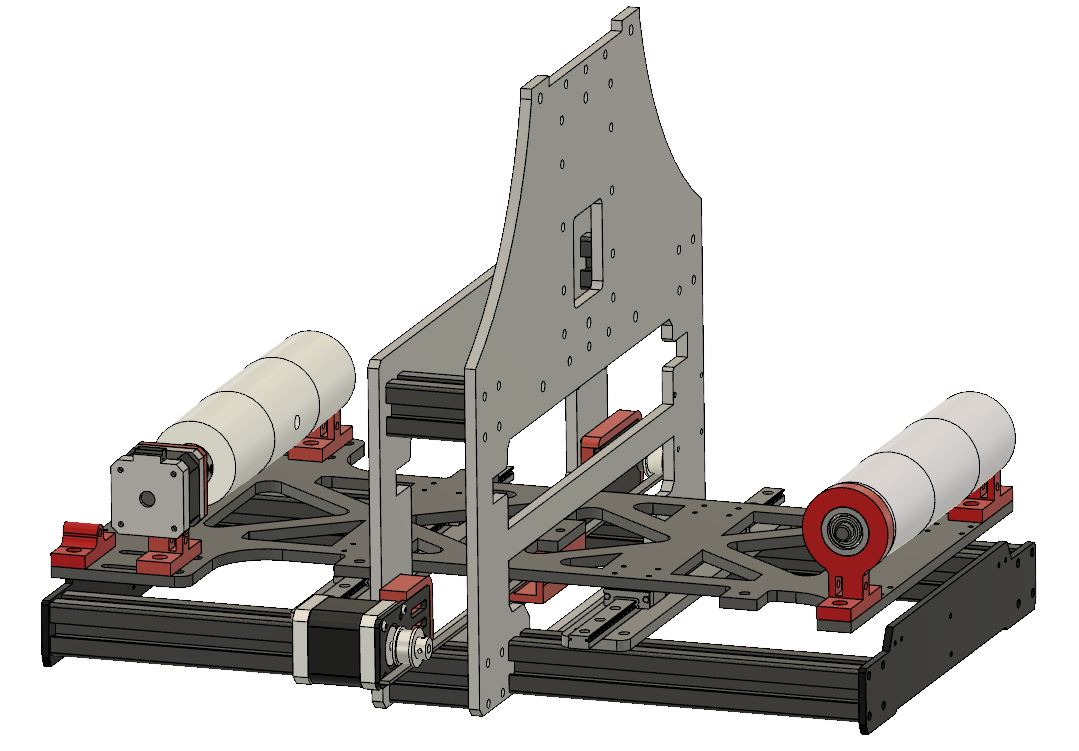
5.1 Motion Platform
....
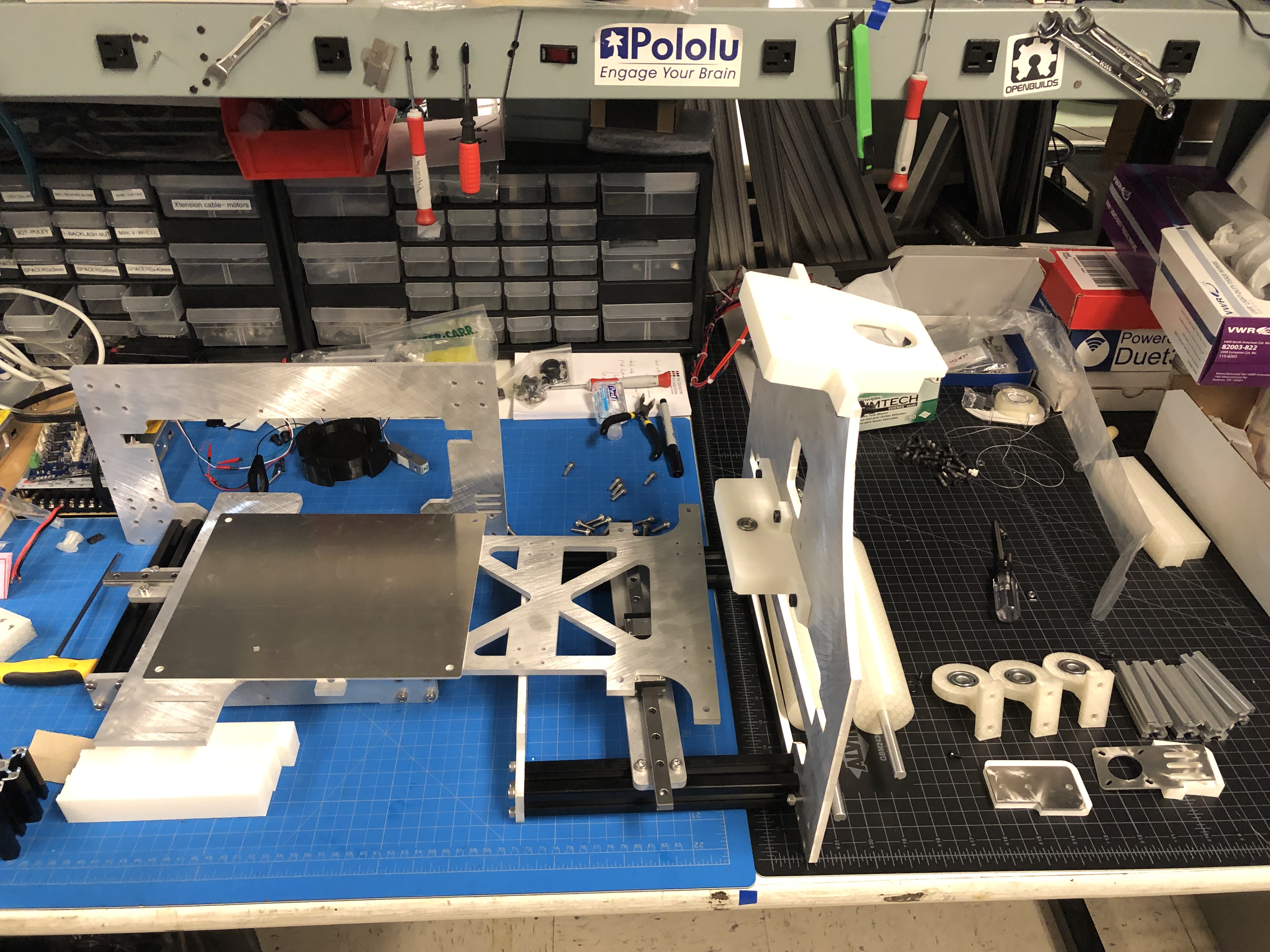
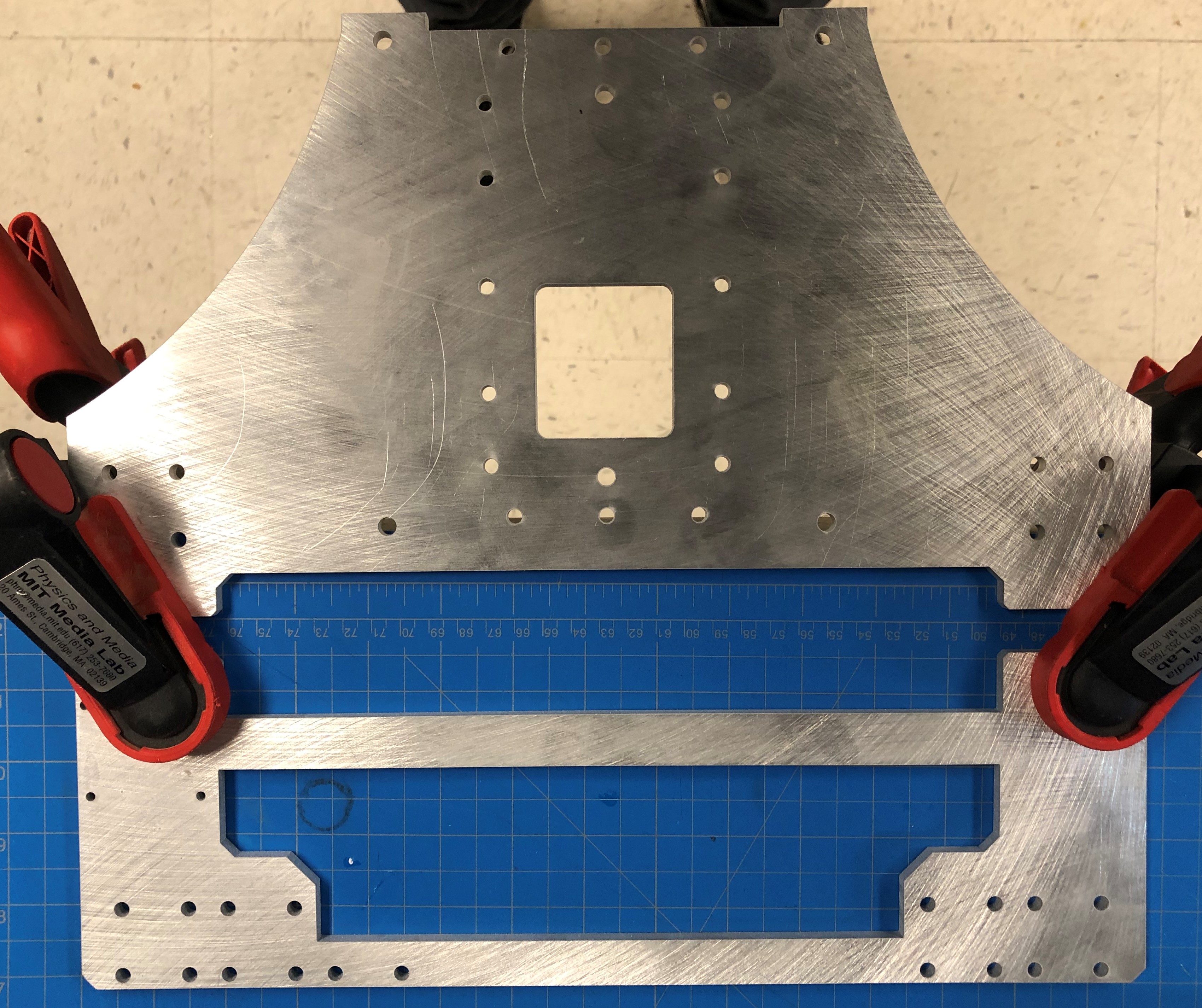
Frame
....


X-Axis
....
Y-Axis
....
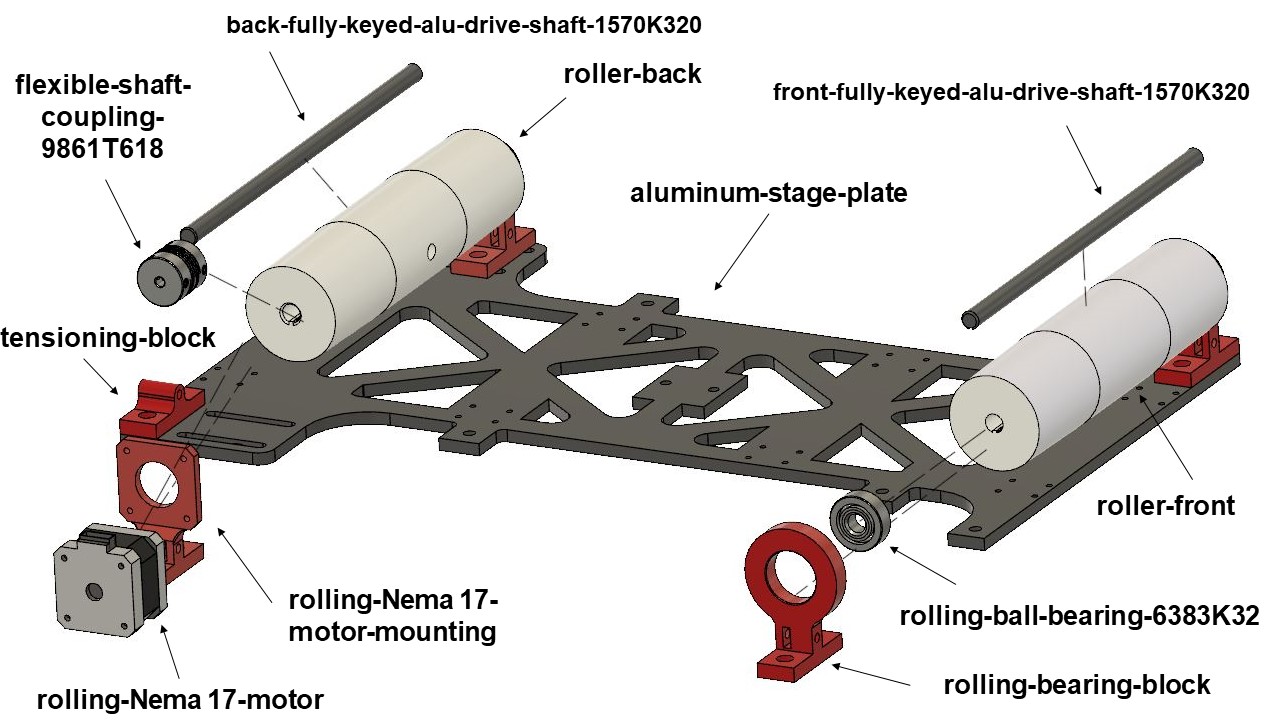
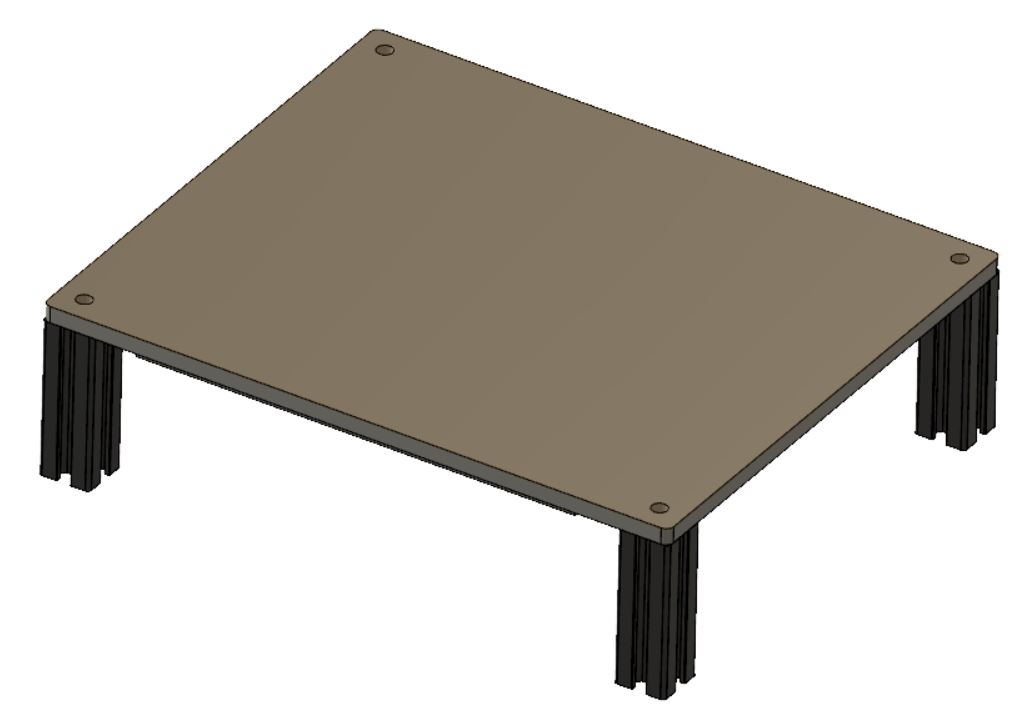
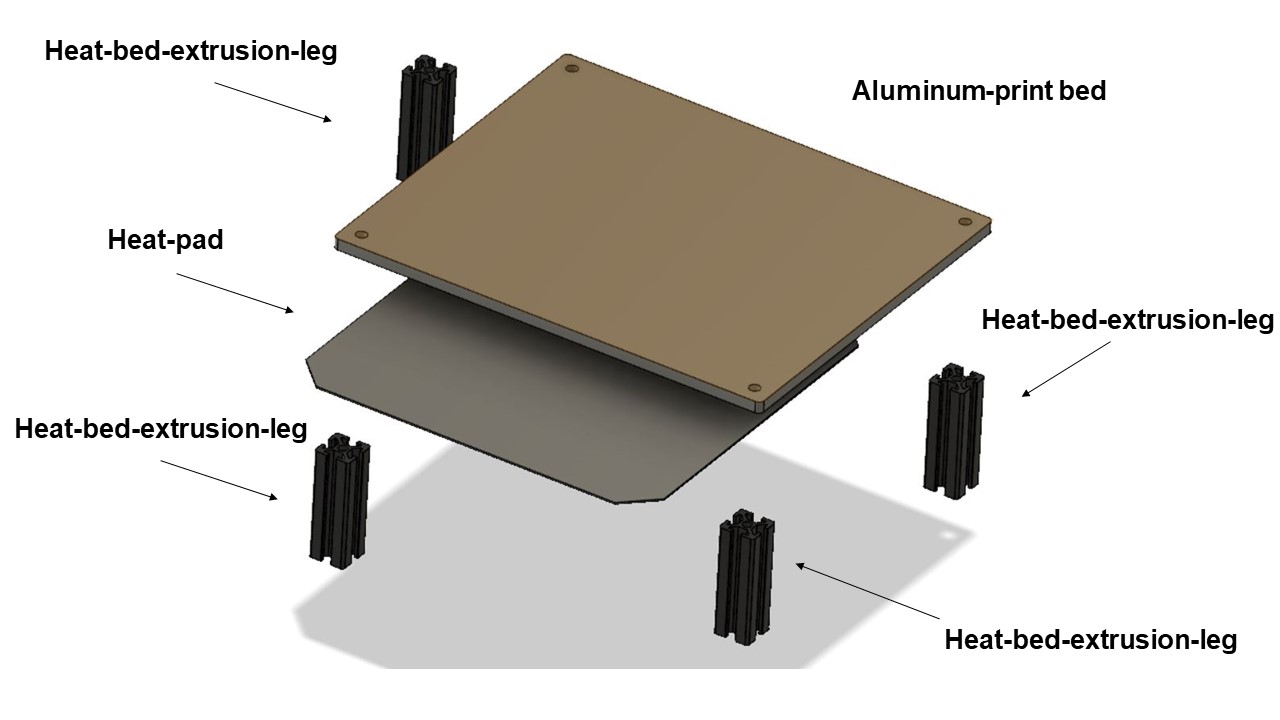
Print-bed
....
Z-Axis
....


5.2 End-effector Design
.....
5.3 Printomics Hardware: Sensors
.....
5.4 Printomics Software: Data
In this section, I start by describing the general architecture for:
- controlling the motion platform
- controlling the end-effector for each process/task implemented (FDM, 3D Bioprinting & Ink
Discovery)
- controlling (data retrieval and display) the printomics setup
Specific details related to the electronics design, making and testing of each sensor used for each
process/task are provided in the respective section
A) Motion Platform Control
I started by setting up the Duet 2 Ethernet using the following main link:
Step by
step guide to using your Duet
From that link I started by setting up the connection with the board:
1.
Getting connected to your Duet
Since I was facing problems setting up the Ethernet connection and accessing the the Duet web
interface
I quickly used the online configurator tool using that link:
3.
Configuration
After configuring the hardware components fast and focusing on the Networking I choose dynamic IP
adjustment, I downloaded the zip configuration file locally and extracted its content. Then, I
unplugged
the Duet, removed the sd card and mounted in my laptop and copy pasted the new "/sys folder"
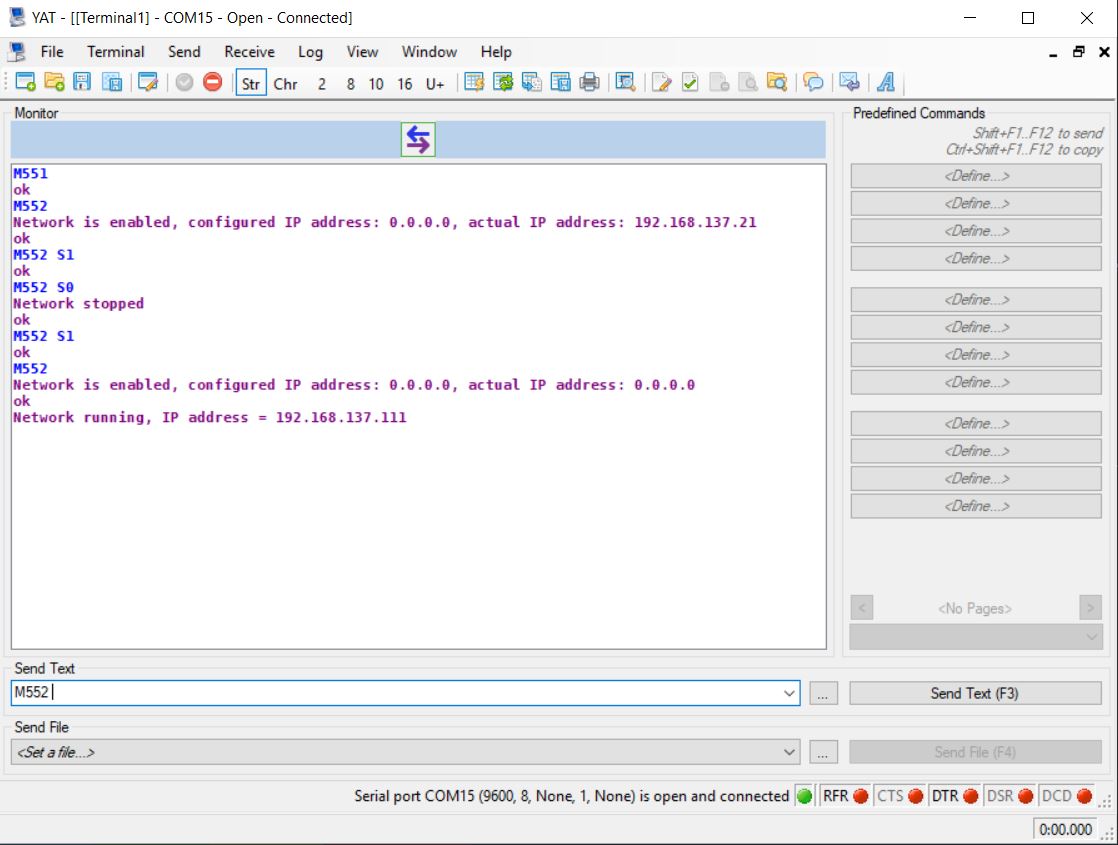
on the SD card. Then, I mounted the sd card back to the Duet, connected the board, opened the YAT
software and sent the following commands:
Off course, the next day I cam back to the lab and I couldn't connect. So, after 3 hours the following steps worked. I did the whole configuration from the beginning using the online configurator tool with the only difference that in the Networking tab, I deselected teh DHCP and set the following values in the fields:
First I set up in Windows under Network Connections ==> Ethernet Properties ==> Internet Protocol
Version
: "Obtain an IP address automatically":
Then, using the command ipconfig/all in the windows terminal, I was able to see the preferred
IP address, subnet mask for Ethernet and the Gateway address from my wifi network, which I used them
respectively.
Now, I can use the Duet Web Control to talk to the machine and directly modify the configuration
file without having to unmount it, mount it to my laptop and then mount it back again to the board.
Since, I'm planning to explore different processes, I will have dedicated SD cards with loaded
configuration files:
- 1 sd card for FDM rheometer
- 1 sd card for FDM printing with online rheometry
- 1 sd card for Droplet patterning
- 1 sd card for Bioprinting with online rheometry
Configuring & Testing Z-axis motion
Up to now, we are powering the Duet through USB, which is what Duet needs for logic and thus for all
connectivity tasks realized before. A good link that explains Duet power requirements is the
following:
Duet Power
Requirements
Now we are going to need to add motors for each axis and later on for end effectors. Thus, I started
by setting up and connecting the Duet to a 24 V Power supply from
Openbuilds:
Then, I added the NEMA 23 stepper motor from Openbuilds that recently is being sold with a avery handy extension cable. I used the online configuration tool and updated the configuration file with the following values in the SD card:
Despite the 3D printed parts in the assembly, the Z-axis moves beautifully up & down.
Configuring & Testing X-axis motion
.....
Configuring & Testing Y-axis motion
.....
Extruder Duet Configuration & Testing
There are some interesting links:
https://e3d-online.dozuki.com/Guide/Titan+RepRap+Firmware+Configuration/38
https://www.matterhackers
.com/store/printer-accessories/e3d-titan-extruder-universal?gclid=EAIaIQobChMIj5mh
-LS64wIVBY_ICh3hqwZFEAAYASAAEgLlcvD_BwE
Motor
https://e3d-online.com/motors-compact-but-powerful-motor
Motor Z
Error
https://duet3d.dozuki.com/Wiki/FAQ
GCode
https://duet3d.dozuki.com/Wiki/Gcode
Laser Filament Sensor
https://duet3d.dozuki.com/Wiki/Duet3dFilamentMonitor_LaserVersion
https://duet3d.dozuki.com/Guide/2.)+Wiring+your+Duet/9
Challenges & Trouble shooting
https://www.google.com/search?q=inclogging+heat+brake+mosquito&oq=inclogging+heat+brake+mosquito&aqs
=chrome..69i57j33.7615j1j8&sourceid=chrome&ie=UTF-8
https://www.sliceengineering.com/faq
https://www.asensar.com/article/3dprinting/metal-hotend-pla-jamming.html
https://www.youtube.com/watch?v=lixQgJUVNLc
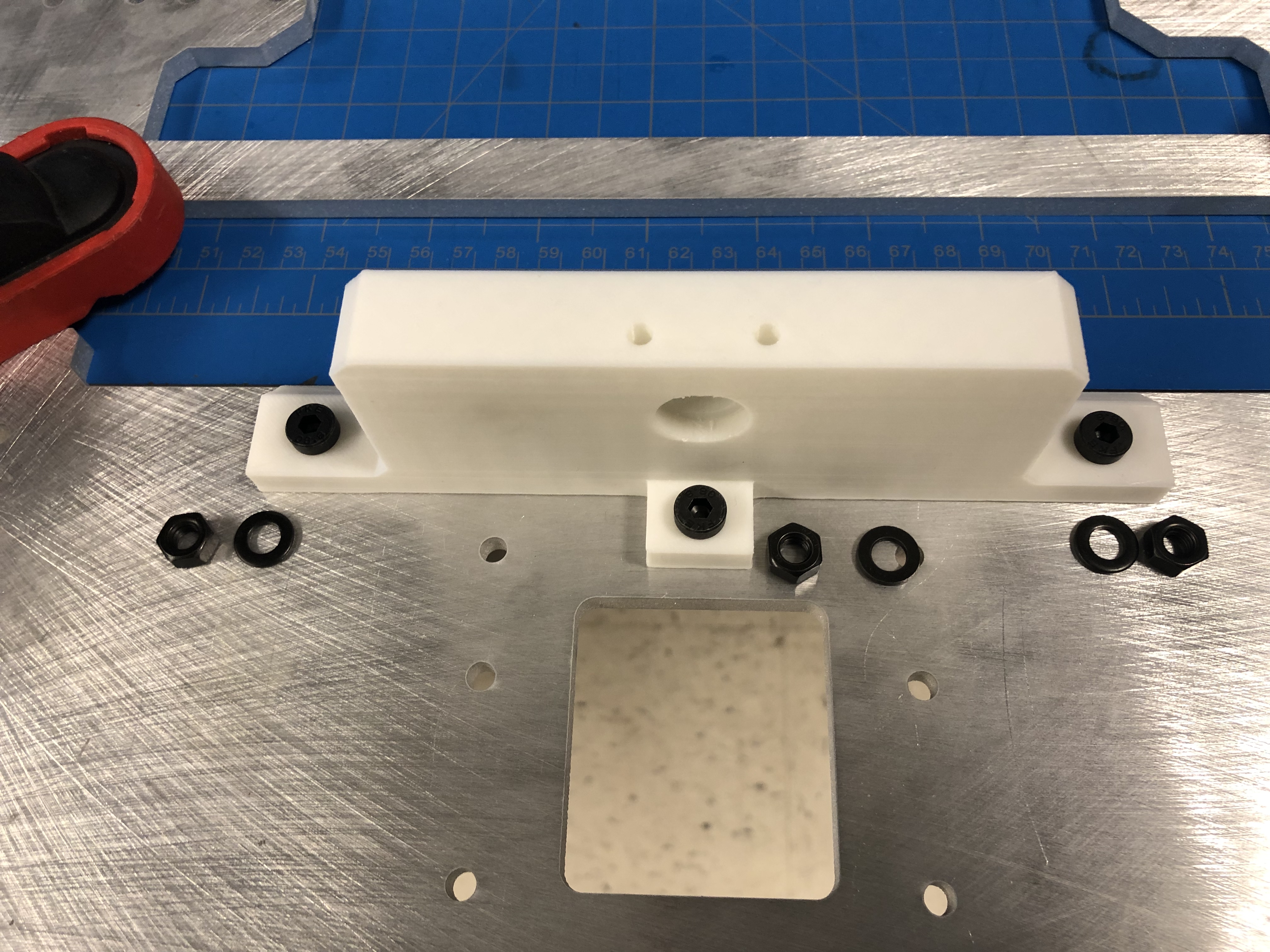
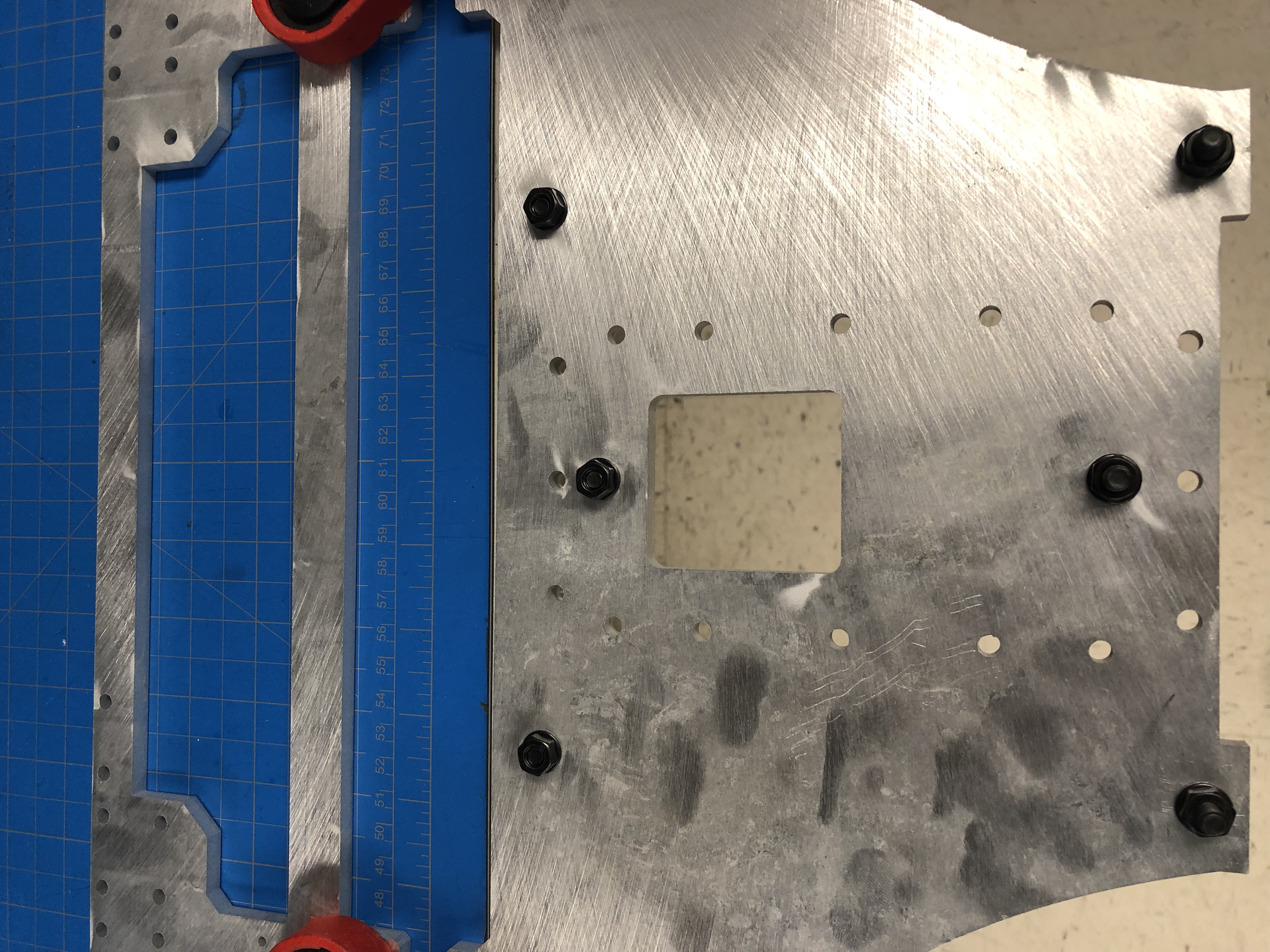
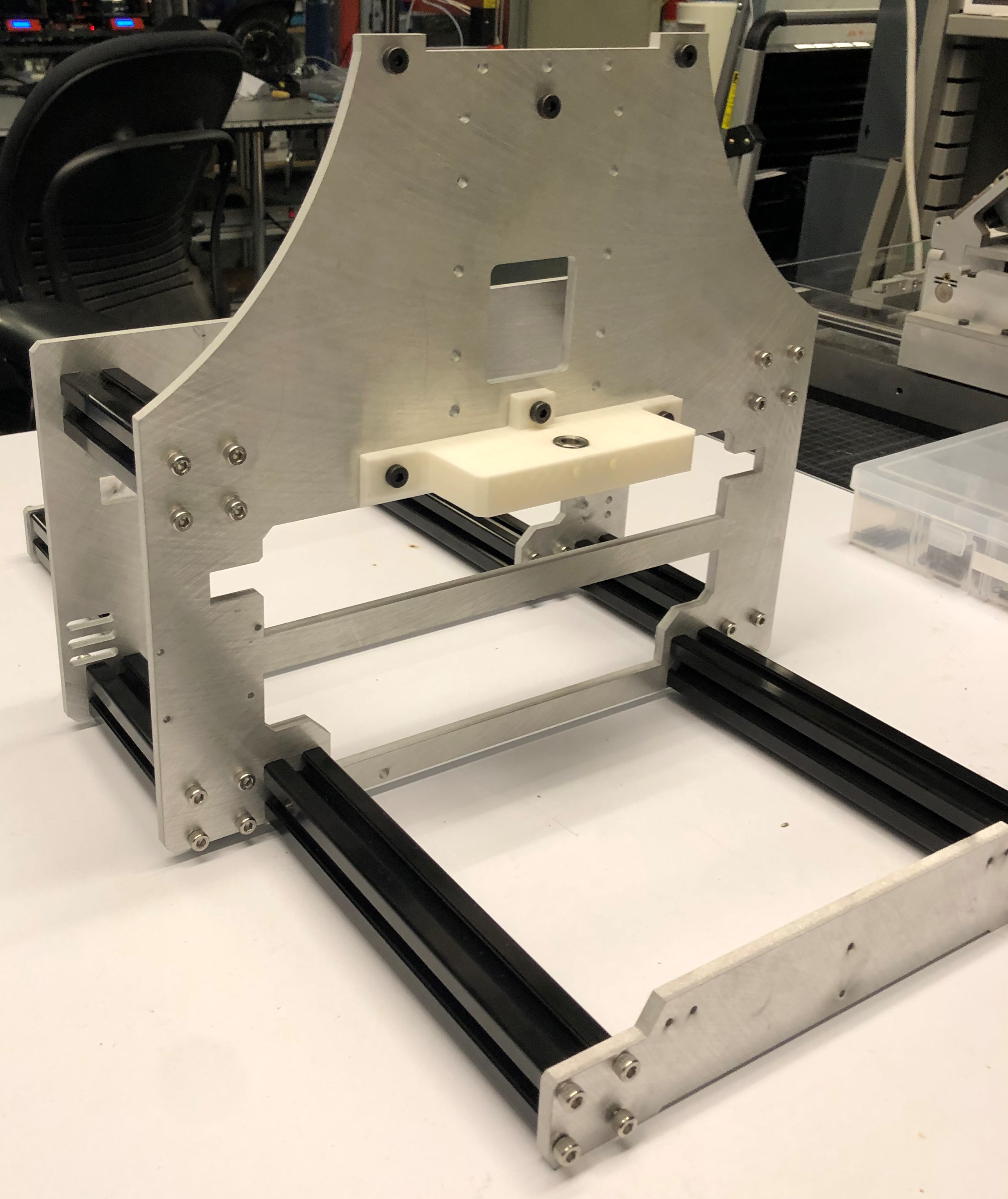
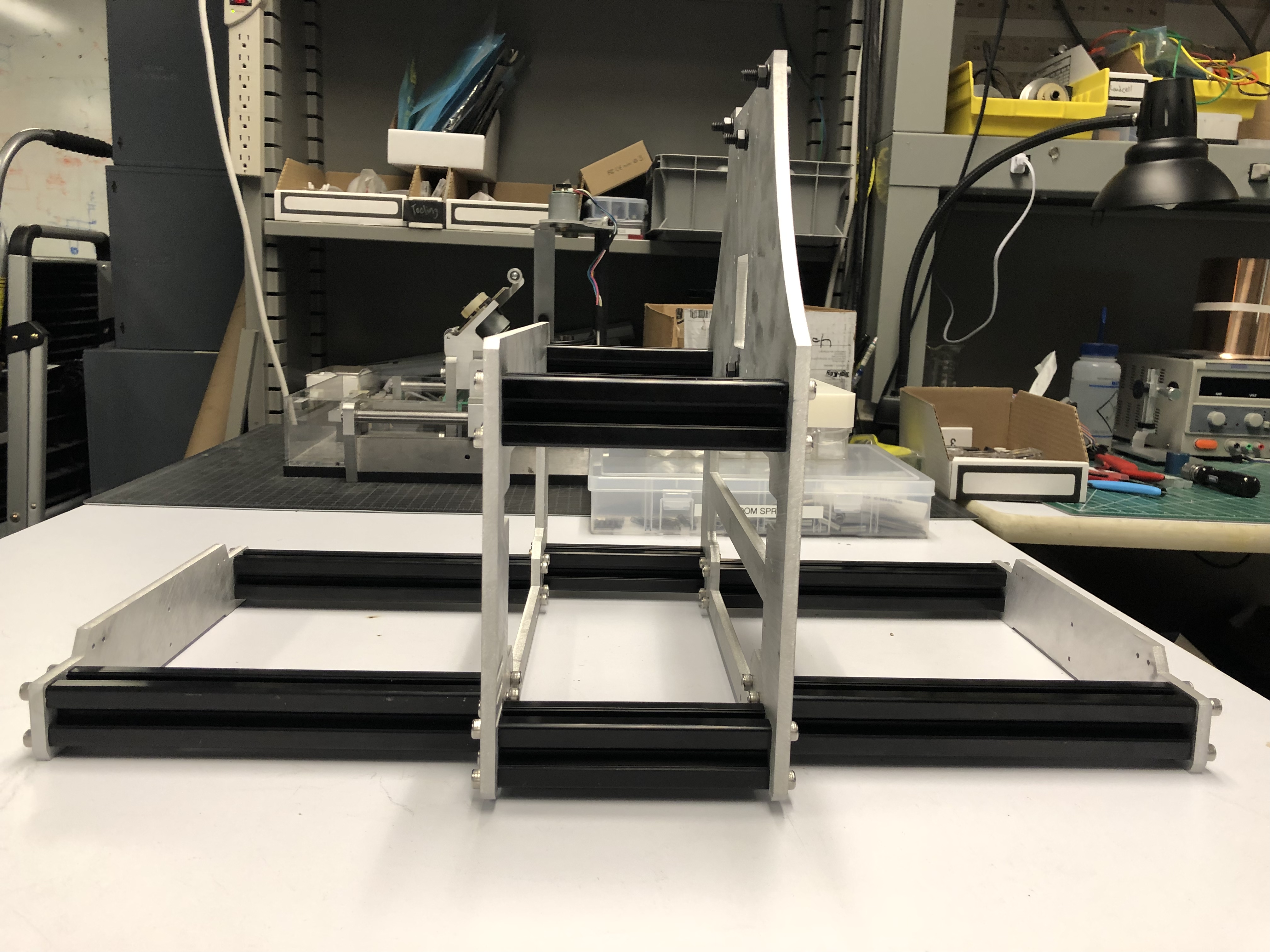
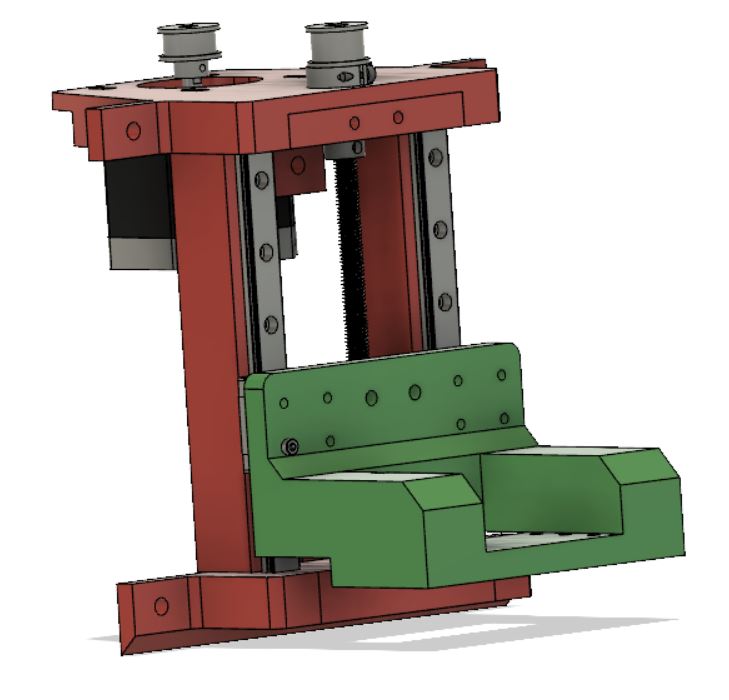
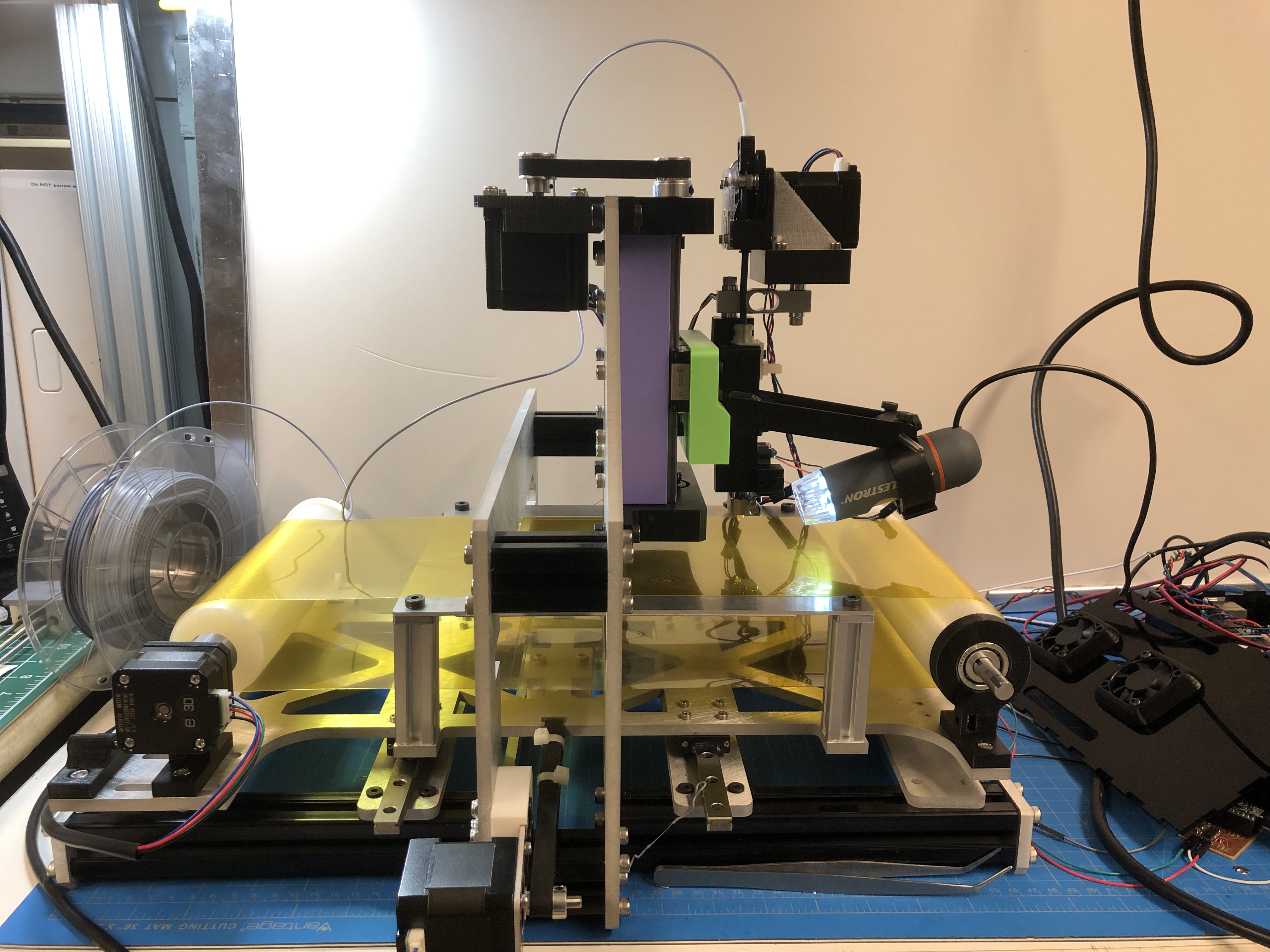
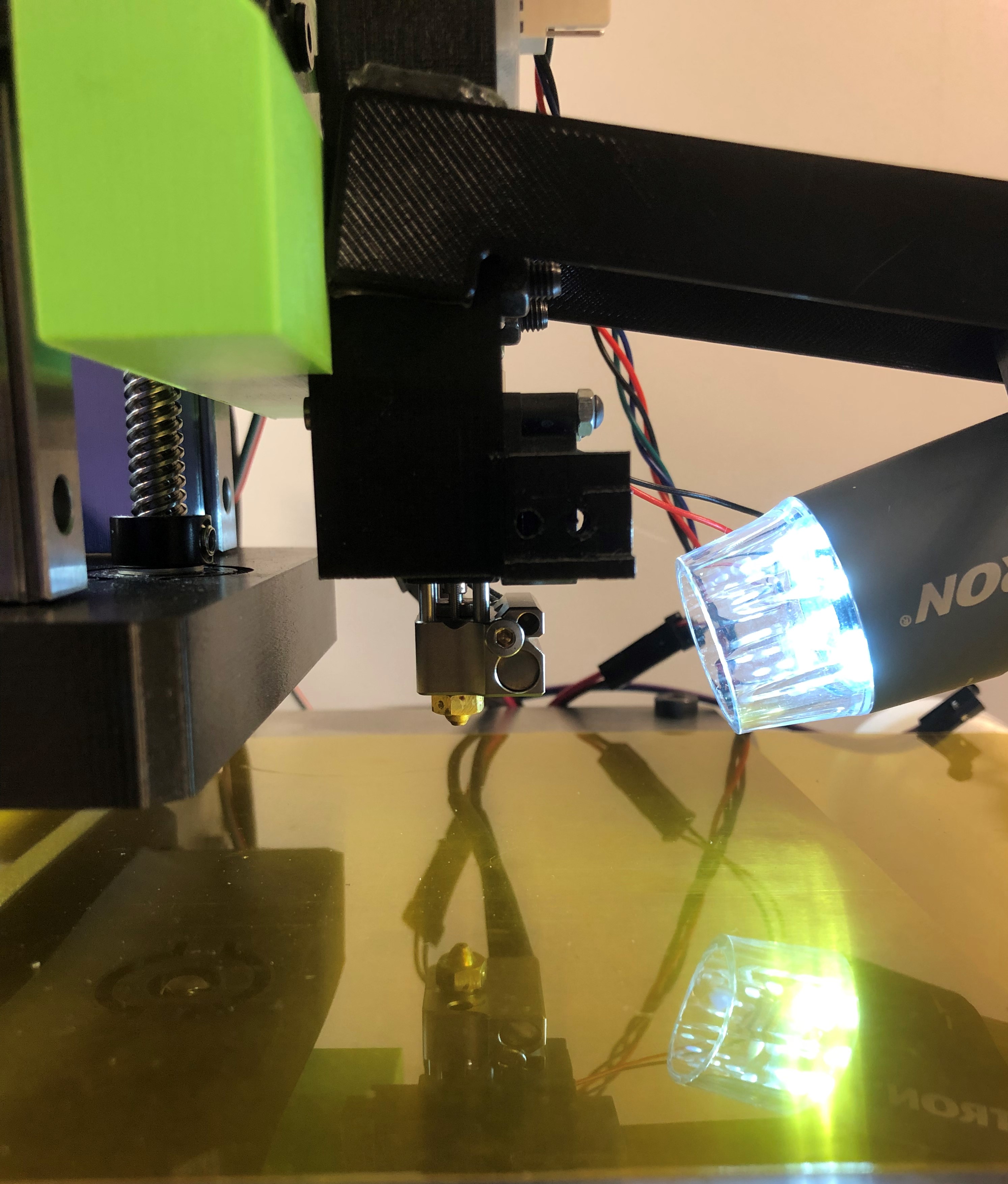
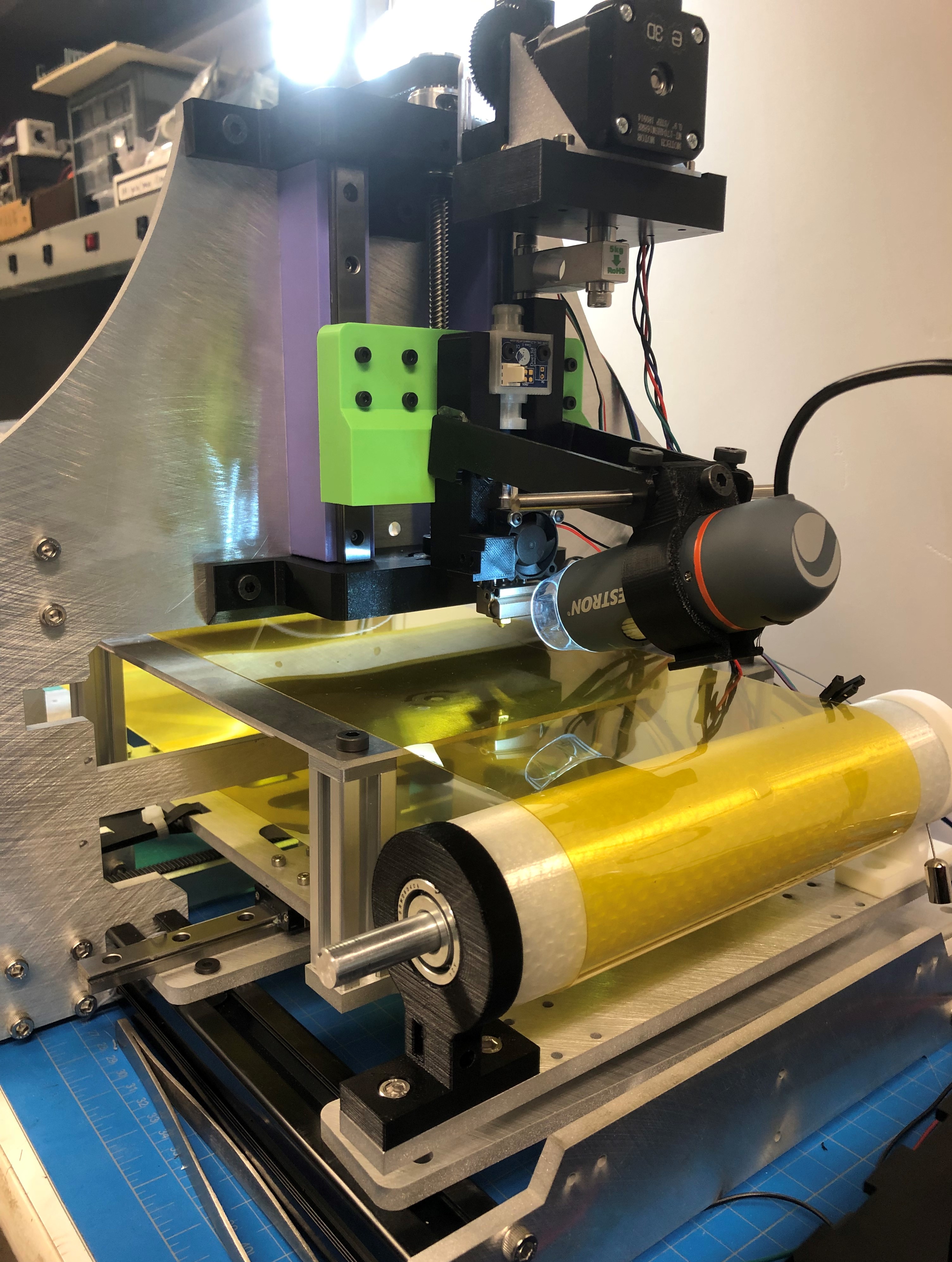
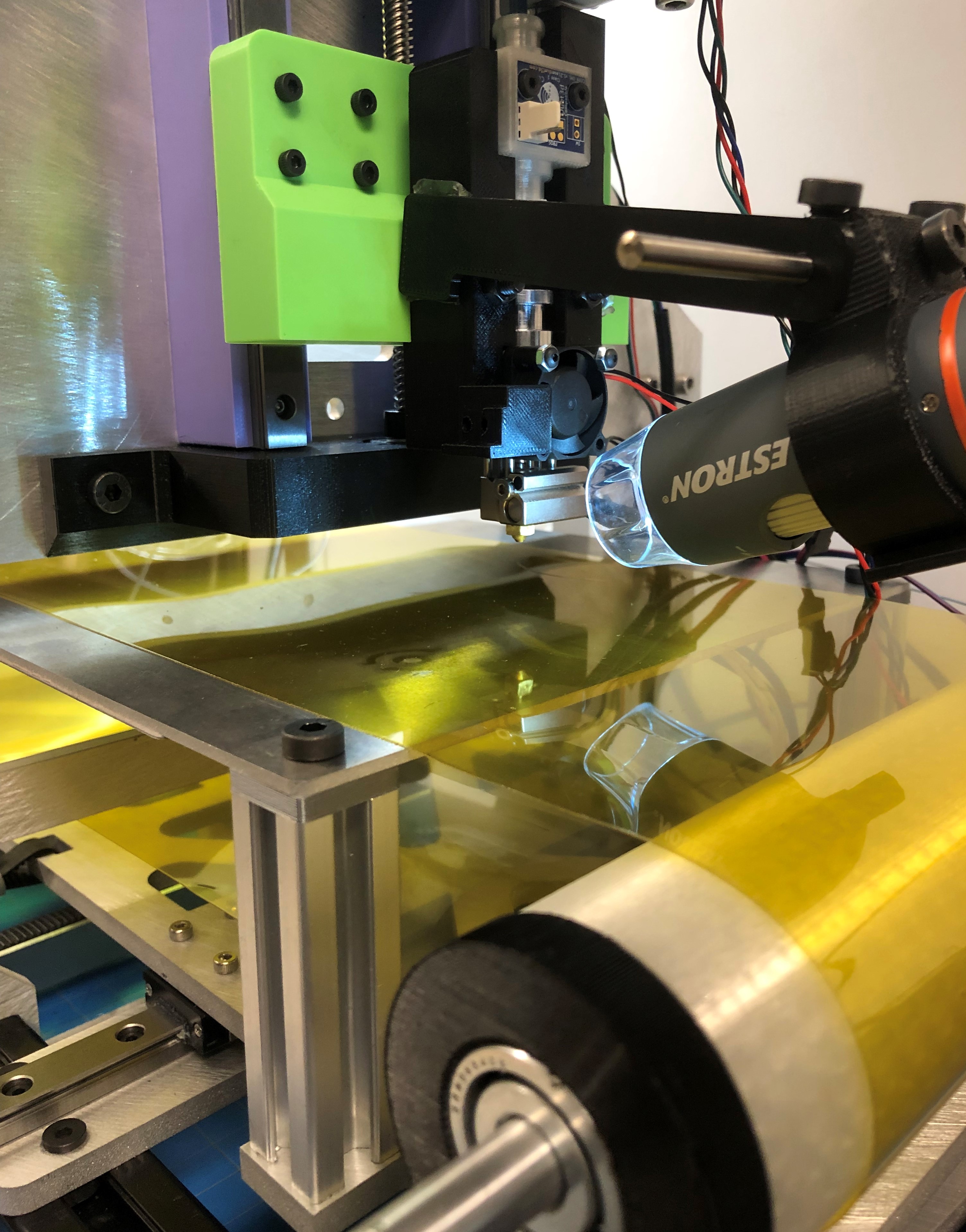
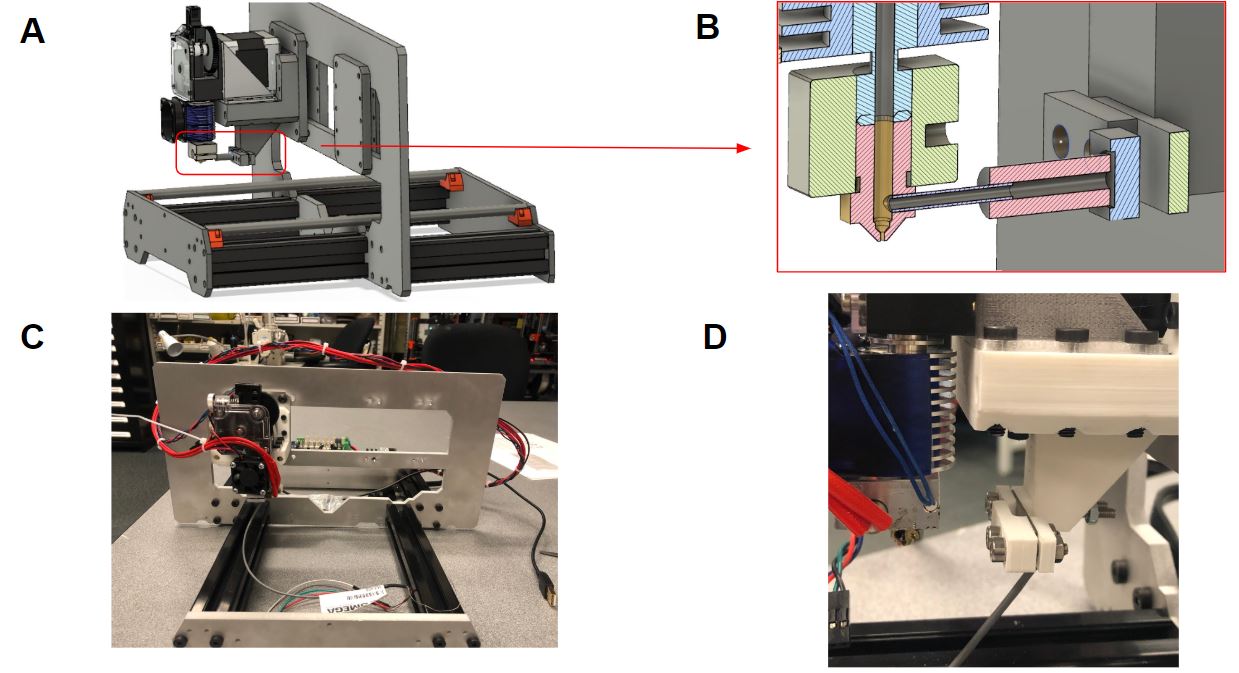
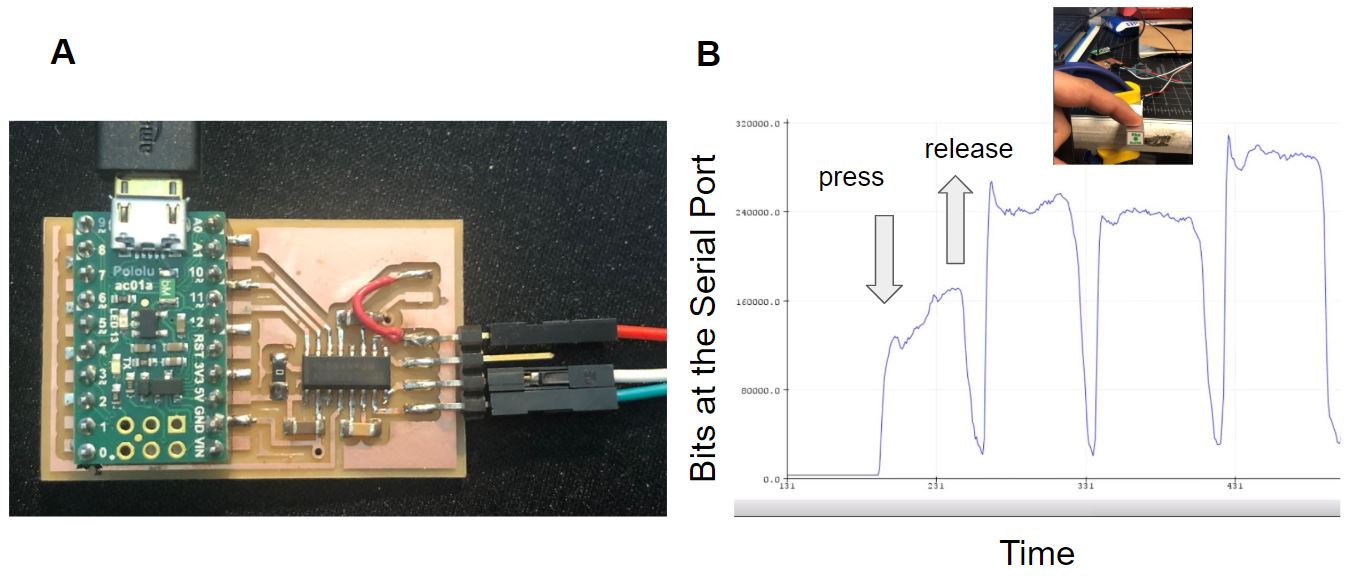
A rig for testing online rheology during Fused Deposition Modeling (FDM) is designed (Figure A) and rapidly prototyped in-house (Figure C). The main measurement component for extracting the shear stress at the wall is a custom pressure transducer inspired by Coogan et al., Journal of Rheology 63, 141 (2019). The transducer is based on a load column that is mounted right before the nozzle capillary pushing perpendicularly on a load cell. While this configuration has been validated on a FDM extruder by Coogan et al., it presents major challenges for real online process monitoring, during which polymer melt leakage from the mounting hole should be eliminated, heat coming from the polymer melt towards the load cell should be blocked and the material head is in constant movement. We have tried to simplify the fabrication process for the whole setup using rapid prototyping but we are still working on overcoming these challenges (Figure B & D).
A PCB has been fabricated to read the load cell with a 24-bit Analog-Digital Converter (ADC) and amplifier (TI ADS1231).
Current Challenges & Next Steps
- load cell calibration using known weights on a dedicated rig
- load cell testing for Wall Shear Stress extraction during printing
- sensors for thermal history in the nozzle and on the bed
- sensor for extracting shear rate
- online viscosity measurement while printing
5. Bioink Discovery
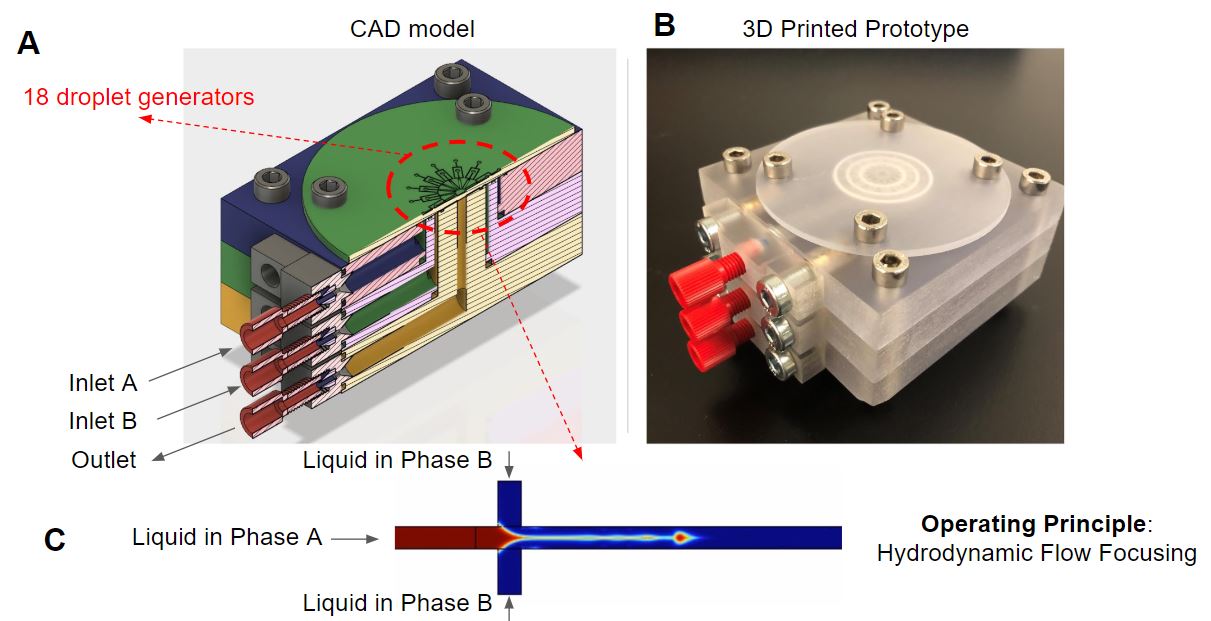
A high throughput droplet generator has been designed (Figure A) and fabricated using 3D printing (Figure B). The droplet generation mechanism is based on hydrodynamic flow focusing of two liquids with different viscosity.
Portable VIS-NEar IR Spectrometer
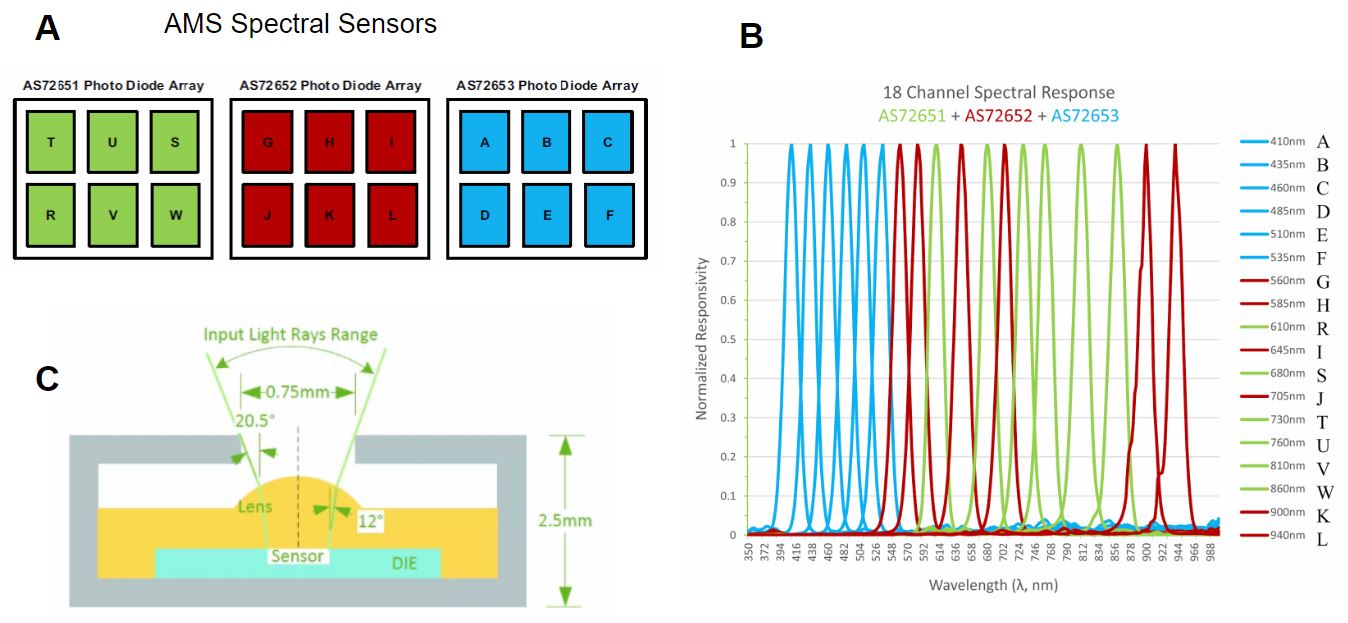
The portable spectrometer will consists of three sensor devices AS72651 with master capability,
AS72652 and AS72653 from ams. The multispectral sensors can be used for
spectral identification in a range from visible to NIR. Every of the three sensor devices has 6
independent on-device optical filters whose spectral response is defined
in a range from 410nm to 940nm with FWHM of 20nm. Each device contains an analog-to-digital
converter (16-bit resolution ADC) which integrates the current from each
channel’s photodiode. Upon completion of the conversion cycle, the integrated result is
transferred to the corresponding data registers (Figure A).
The AS72651, combined with the AS72652 (spectral response from 560nm to 940nm) and the AS72653
(spectral response from 410nm to 535nm) form an 18-channel multi-spectral
sensor chip-set. The components AS72651, AS72652 and AS72653 are pre-calibrated with a specific
light source. The information about the conditions of the performed
calibration (for example light source, gain, integration time) can be found in the table of
optical characteristics of the respective component. Any operation other than
these conditions might require a new calibration in the application (Figure B).
The IC family integrates Gaussian filters into standard CMOS silicon via nano-optic deposited
interference filter technology in LGA packages that also provide built-in
apertures to control the light entering the sensor array (Figure C).
Next Steps:
- make a stepper-driven dual syringe pump to drive fluids
- mount on the printomics platform to print droplets
- Test Case: discover printable Alginate formulations
- Alginate-Calcium Chloride droplet bioreactors
- measure & optimize monodispersity of printed droplets with USB camera
- gelation has to be studied within the same droplet size
- make and test the spectrometer board
- Turbidity over time ⇒ gelation
- Variation of droplet size over time ⇒ gelation
6. 3D Bioprinting
To be updated